2 podstawy o funkcjach toru kształtowego – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 79
66
6 Programowanie: Programowanie konturów
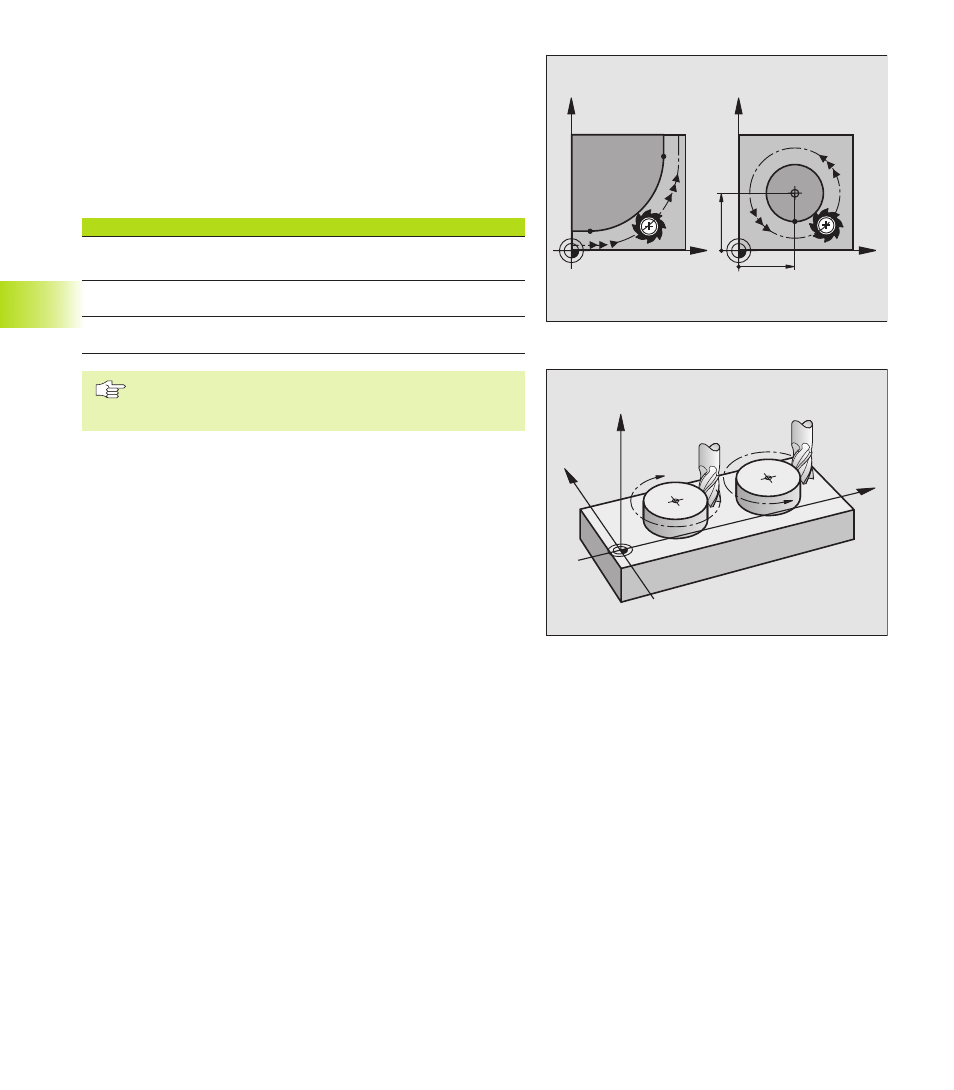
Okr gi i łuki koła
Przy ruchach okr żnych TNC przesuwa dwie osi maszyny
jednocześnie: Narz dzie porusza si w stosunku wzgl dnym do
przedmiotu na torze okr żnym. Dla ruchów okr żnych można
wprowadzić punkt środkowy okr gu CC.
Przy pomocy funkcji toru kształtowego dla łuków koła programuje
si okr gi na płaszczyznach głównych: Płaszczyzna główna musi
zostać zdefiniowana przy wywołaniu narz dzia TOOL CALL z
ustaleniem osi wrzeciona:
Oś wrzeciona
Płaszczyzna główna
Z
XY, także
UV, XV, UY
Y
ZX, także
WU, ZU, WX
X
YZ, także
VW, YW, VZ
Okr gi, które nie leż równolegle do płaszczyzny
głównej, prosz zaprogramować przy pomocy Q
parametrów (rozdział 10).
Kierunek obrotu DR przy ruchach okr żnych
Przy ruchach okr żnych bez stycznego przejścia do innych
elementów konturu prosz wprowadzić kierunek obrotu DR:
Obrót w kierunku ruchu wskazówek zegara: DR
Obrót w kierunku przeciwnym do ruchu wskazówek zegara: DR+
Korekcja promienia
Korekcja promienia musi znajdować si w tym bloku, przy pomocy
którego najeżdża si pierwszy element konturu. Korekcja promienia
nie może być rozpocz ta w zapisie dla toru okr żnego. Prosz j
zaprogramować uprzednio w bloku prostej lub w bloku najazdu
(APPR blok).
Pozycjonowanie wst pne
Prosz tak pozycjonować narz dzie na pocz tku programu
obróbki, aby wykluczone było uszkodzenie narz dzia lub
obrabianego przedmiotu.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y
6.2 Podstawy o funkcjach toru kształtowego