HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 156
143
HEIDENHAIN TNC 410
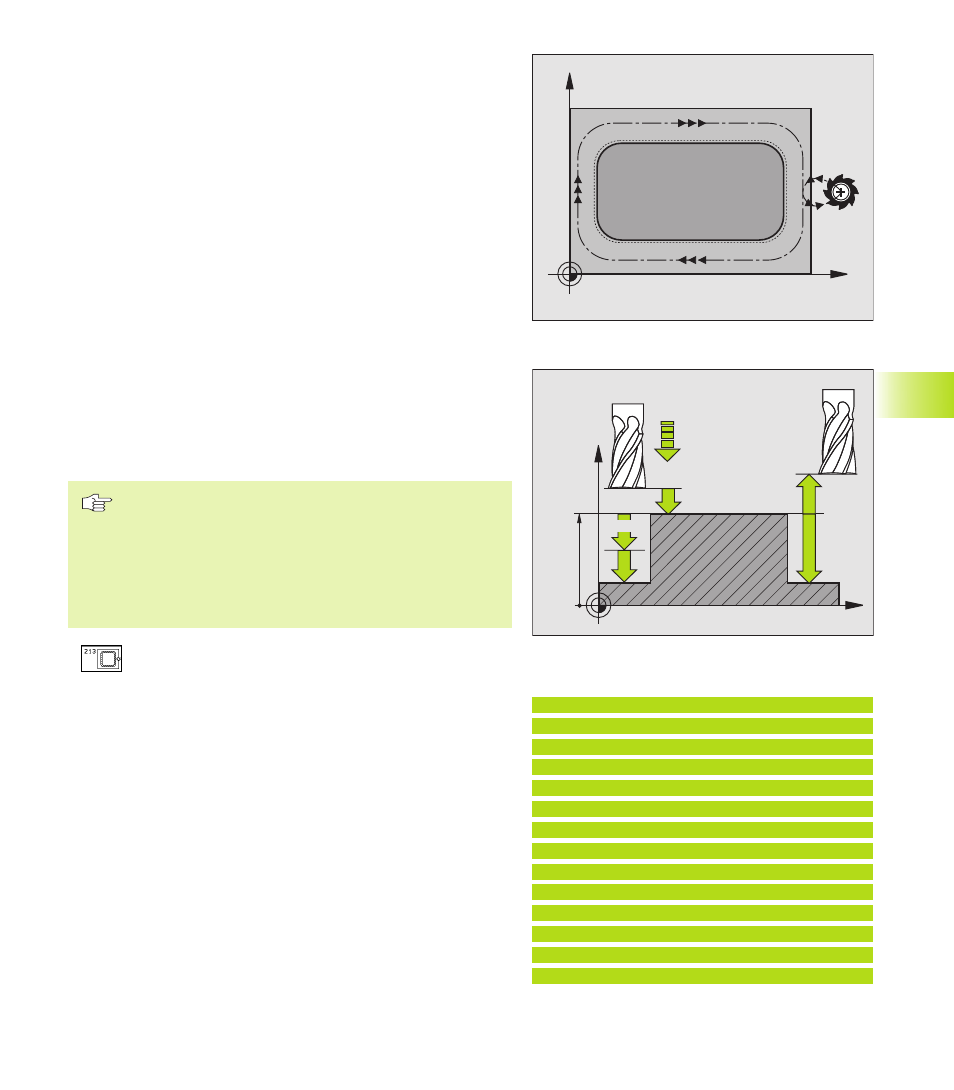
CZOPY OBRABIAĆ NA GOTOWO (cykl 213)
1 TNC przemieszcza narz dzie w osi wrzeciona na bezpieczn
wysokość lub – jeśli wprowadzono – na
2 g bezpieczn wysokość i nast pnie na środek czopu
2 Od środka czopu narz dzie przesuwa si na płaszczyźnie
obróbki do punktu startu obróbki. Punkt startu znajduje si w
odległości równej ok. 3,5 krotnej wartości promienia narz dzia
na prawo od czopu
3 Jeśli narz dzie znajduje si na 2 giej bezpiecznej wysokości,
TNC przemieszcza narz dzie na biegu szybkim FMAX na
bezpieczn wysokość i stamt d z posuwem dosuwu na
gł bokość na pierwsz gł bokość dosuwu
4 Nast pnie narz dzie przesuwa si stycznie do konturu cz ści
gotowej i frezuje współbieżnie po obwodzie
5 Nast pnie narz dzie odsuwa si stycznie od konturu do punktu
startu na płaszczyźnie obróbki
6 Ta operacja (3 do 5) powtarza si , aż zostanie osi gni ta
zaprogramowana gł bokość
7 Przy końcu cyklu TNC przemieszcza narz dzie z FMAX na
bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
bezpieczn wysokość i nast pnie na środek czopu (pozycja
końcowa = pozycja startu)
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru gł bokość określa kierunek
pracy.
Jeżeli czop ma być wyfrezowany jednym chodem, to
prosz używać freza z tn cym przez środek z bem
czołowym (DIN 844). Prosz wprowadzić dla posuwu
dosuwu na gł bokość niewielk wartość.
ú
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokość Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i podstaw
czopu
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy najeździe na
gł bokość w mm/min. Jeśli dokonujemy zagł biania
narz dzia w materiał, to prosz wprowadzić
niewielk wartość, jeśli zagł bia si poza materiałem
to wprowadzić wi ksz wartość
ú
Gł bokość dosuwu Q202 (przyrostowo): wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te.
Wprowadzić wartość wi ksz od 0
ú
Poswu frezowania Q207: pr dkość przemieszczania
narz dzia przy frezowaniu w mm/min
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.4 Cykle dla fr
ezowania kieszeni, czopów i r
owków wpustowych
NC bloki przykładowe
35 CYKL DEF 213 CZOPY OBR. NA GOTOWO
Q200=2
;BEZP. WYSOKOŚĆ
Q201= 20
;GŁ BOKOŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q202=5
;GŁ BOKOŚĆ DOSUWU
Q207=500
;POSUW FREZOWANIA
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ
Q216=+50
;ŚRODEK 1 SZEJ OSI
Q217=+50
;ŚRODEK 2 GIEJ OSI
Q218=80
;1 SZA DŁUGOŚĆ BOKU
Q219=60
;2 GA DŁUGOŚĆ BOKU
Q220=5
;PROMIEŃ NAROŻA
Q221=0
;NADDATEK