3 cykle wier cenia – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 147
8 Programowanie: Cykle
134
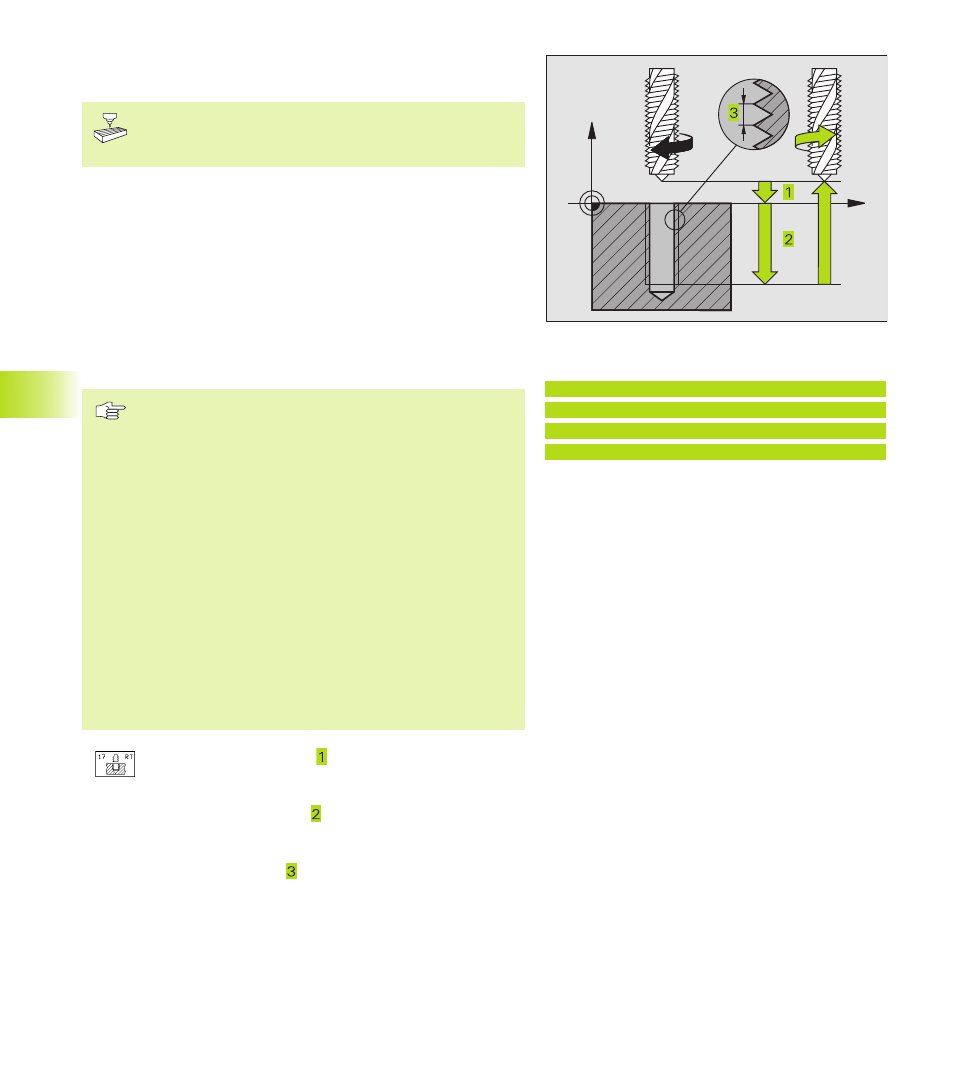
GWINTOWANIE bez uchwytu wyrównawczego GS
(cykl 17)
Maszyna i TNC musz być przygotowane przez
producenta maszyny do gwintowania bez uchwytu
wyrównawczego.
TNC nacina gwint albo jednym albo kilkoma chodami roboczymi
bez uchwytu wyrównawczego.
Zalety w porównaniu do cyklu „Gwintowanie z uchwytem
wyrównawczym”:
■
Wi ksza pr dkość obróbki
■
Powtarzalny rysunek gwintu, ponieważ wrzeciono ustawia si na
pozycj 0° przy wywoływaniu cyklu (zależne od parametru
maszynowego 7160)
■
Wi kszy zakres przemieszczania si osi wrzeciona, ponieważ
nie ma uchwytu wyrównawczego
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania do punktu startu
(środek odwiertu) na płaszczyźnie obróbki z korekcj
promienia R0.
Zprogramować blok pozycjonowania w punkcie startu
osi wrzeciona (bezpieczna wysokość nad powierzchni
obrabianego przedmiotu).
Znak liczby parametru gł bokość wiercenia określa
kierunek pracy.
TNC oblicza posuw w zależności od pr dkości
obrotowej. Jeśli podczas gwintowania obracamy gałk
obrotow dla Override pr dkości obrotowej, TNC
dopasowuje automatycznie posuw.
Gałka obrotowa dla Override posuwu nie jest aktywna.
Na końcu cyklu wrzeciono zostaje zatrzymane. Przed
nast pn obróbk wł czyć wrzeciono przy pomocy M3
(lub M4).
ú
Bezpieczna wysokość (przyrostowo): odst p
pomi dzy ostrzem narz dzia (pozycja startu) i
powierzchni obrabianego przedmiotu
ú
Gł bokość wiercenia (przyrostowo): odst p
pomi dzy powierzchni obrabianego przedmiotu
(pocz tek gwintu) i końcem gwintu
ú
Podziałka gwintu :
Skok gwintu. Znak liczby określa gwint prawo i
lewoskr tny:
+ = gwint prawoskr tny
– = gwint lewoskr tny
8.3 Cykle wier
cenia
X
Z
NC bloki przykładowe
18 CYKL DEF 17.0 GWINTOWANIE GS
19 CYKL DEF 17.1 ODST. 2
20 CYKL DEF 17.2 GŁ BOKOŚĆ 20
21 CYKL DEF 17.3 SKOK +1