3 przebieg pr ogramu – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 254
241
HEIDENHAIN TNC 410
11.3 Przebieg pr
ogramu
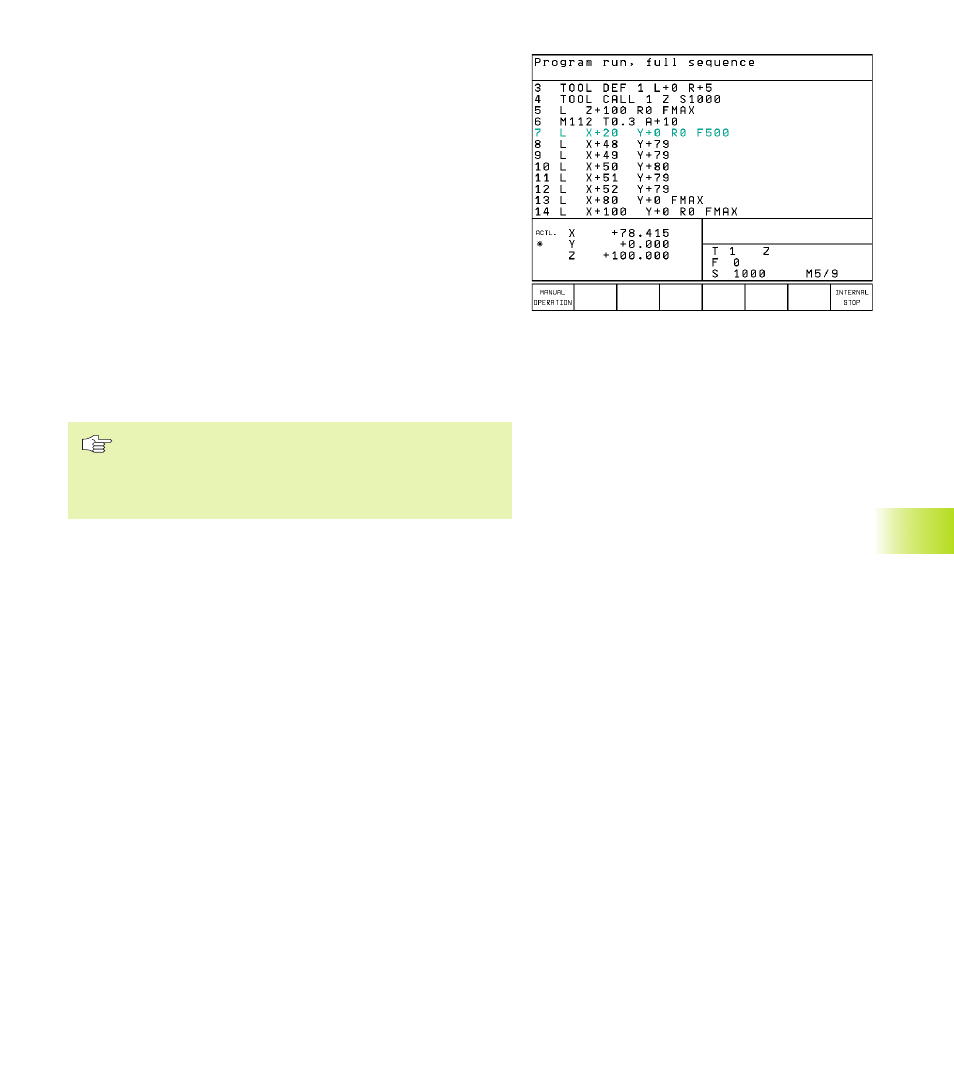
Przesun ć osi maszyny w czasie przerwania
obróbki
Można przesun ć osi maszyny w czasie przerwy jak i w rodzaju
pracy Obsługa r czna.
Przykład zastosowania:
Swobodne przemieszczanie wrzeciona po złamaniu narz dzia
ú
Przerwać obróbk
ú
Zwolnić zewn trzne przyciski kierunkowe: nacisn ć Softkey
OPERACJA R CZNA.
ú
Przesun ć osi maszyny przy pomocy zewn trznych przycisków
kierunkowych
Aby najechać ponownie miejsce przerwania, prosz wykorzystać
funkcj „Ponowny najazd na kontur” (patrz w dalszej cz ści tego
rozdziału).
Kontynuować przebieg programu po jego
przerwaniu
Jeśli przerywamy przebieg programu podczas cyklu
obróbki, należy przy ponownym wejściu do programu
kontynuować obróbk od pocz tku cyklu.
Wykonane już etapy obróbki TNC musi ponownie
objechać.
TNC zapami tuje przy przerwaniu przebiegu programu
■
dane ostatnio wywołanego narz dzia
■
aktywne operacje przeliczania współrz dnych
■
współrz dne ostatnio zdefiniowanego punktu środkowego koła
■
stan licznika powtórzeń cz ści programu
■
numer bloku, przy pomocy którego podprogramu lub
powtórzenie cz ści programu ostatnio zostało wywołane