HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 125
7 Programowanie: Funkcje dodatkowe
112
Obróbka małych stopni konturu: M97
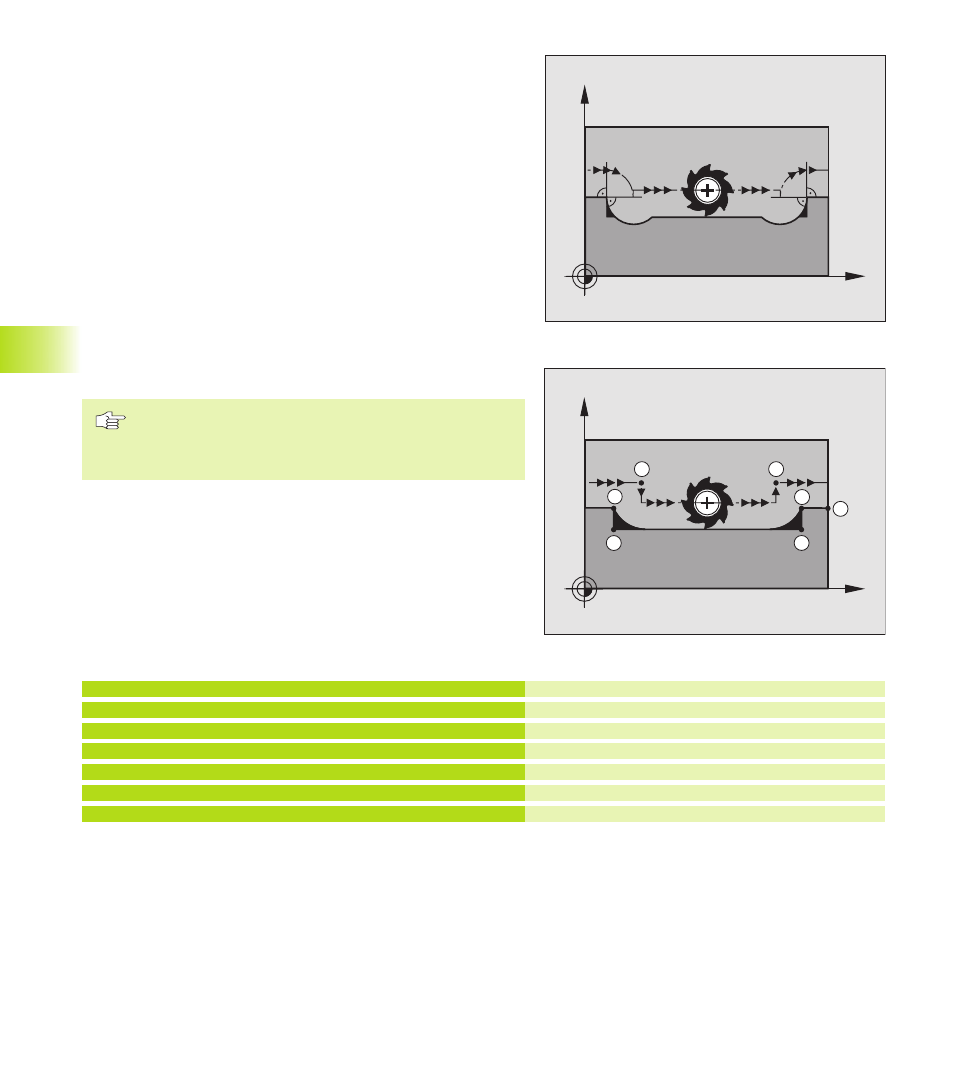
Post powanie standardowe
TNC doł cza na narożu zewn trznym okr g przejściowy. Przy
bardzo małych stopniach konturu narz dzie uszkodziło by w ten
sposób kontur. Patrz rysunek po prawej stronie u góry.
TNC przerywa w takich miejscach przebieg programu i wydaje
komunikat o bł dach „Promień narz dzia za duży”.
Post powanie z M97
TNC ustala punkt przeci cia toru kształtowego dla elementów
konturu „jak przy narożach wewn trznych” i przemieszcza
narz dzie przez ten punkt. Patrz rysunke po prawej stronie na
środku.
Prosz programować M97 w tym bloku, w którym jest wyznaczony
ten punkt naroża zewn trznego.
Działanie
M97 działa tylko w tym bloku programu, w którym zaprogramowana
jest M97.
Naroże konturu zostaje przy pomocy M97 tylko
cz ściowo obrobione. Ewentualnie musi ten róg konturu
zostać obrobiony dodatkowo przy pomocy mniejszego
narz dzia.
X
Y
X
Y
S
16
17
15
14
13
S
Duży promień narz dzia
Dosun ć narz dzie do punktu 13 konturu
Obrabiać stopnie konturu 13 i 14
Dosun ć narz dzie do punktu 15 konturu
Obrobić stopnie konturu 15 i 16
Dosun ć narz dzie do punktu 17 konturu
NC bloki przykładowe
5
TOOL DEF L ... R+20
...
13
L X ... Y ... R.. F .. M97
14
L IY–0,5 .... R .. F..
15
L IX+100 ...
16
L IY+0,5 ... R .. F.. M97
17
L X .. Y ...
7.4 Funkcje dodatkowe dla zachowania si narzdzi na torze kształtowym