HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 262
249
HEIDENHAIN TNC 410
Przeł czaj c sond pomiarow kalibrować
Sond pomiarow musi si kalibrować przy
■
uruchomienia
■
złamaniu palca sondy
■
zmianie palca sondy
■
zmianie posuwu pomiaru sond
■
nieprawidłowości, na przykładpoprzez nagrzanie maszyny
Przy kalibrowaniu TNC określa „rzeczywist ” długość palca sondy
i „rzeczywisty” promień główki sondy. Dla kalibrowania 3D sondy
pomiarowej należy zamocować pierścień nastawny o znanej
wysokości i znanym promieniu wewn trznym na stole maszyny.
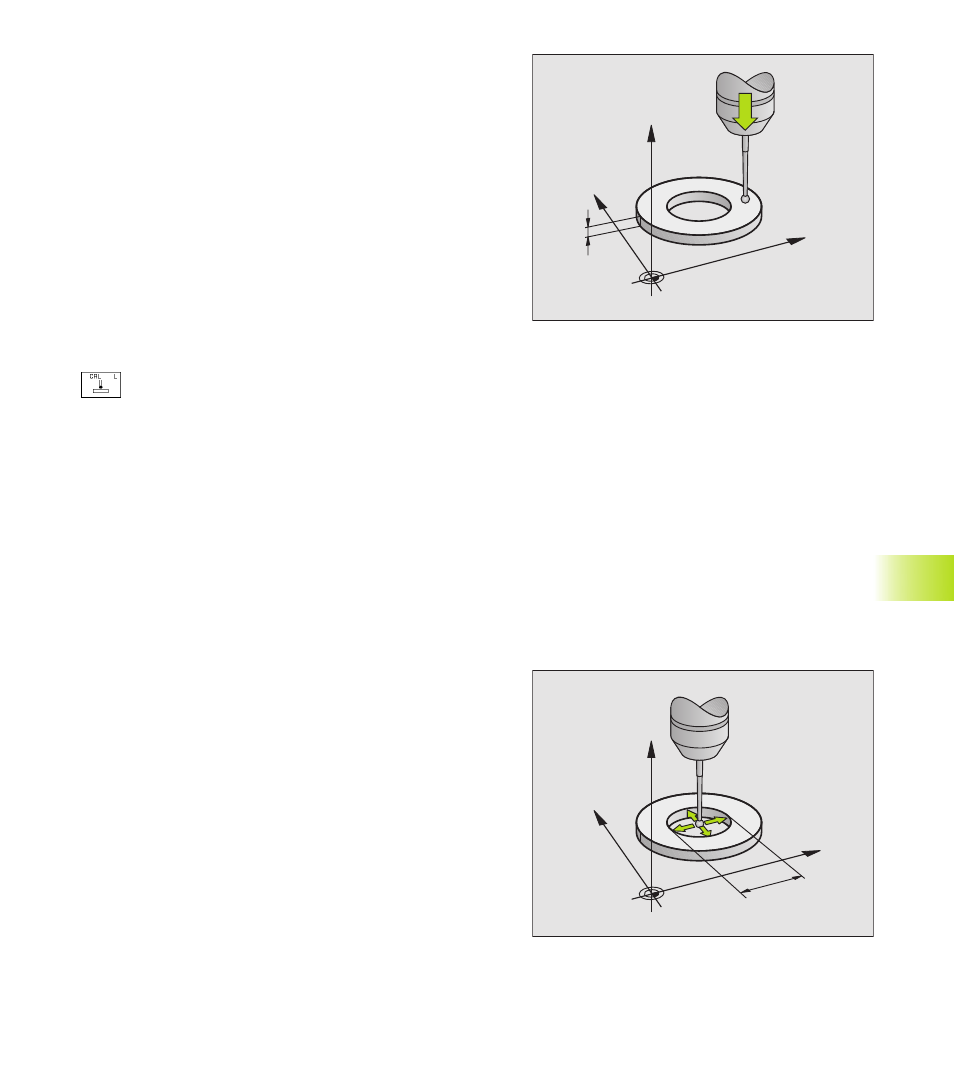
Kalibrowanie rzeczywistej długości
ú
Tak wyznaczyć punkt odniesienia w osi wrzeciona, że dla stołu
maszyny obowi zuje: Z=0.
ú
Wybrać funkcj kalibrowania dla długości sondy:
Softkey FUNKCJE POMIARU i KAL. L nacisn ć. TNC
pokazuje okno menu z czteroma polami
wprowadzania danych
ú
Wybrać oś narz dzia poprzez Softkey
ú
Punkt odniesienia: wprowadzić wysokość pierścienia
nastawczego
ú
Punkty menu rzeczywisty promień główki i
rzeczywista długość nie wymagaj wprowadzenia
żadnych danych
ú
Sond pomiarow przesun ć szczelnie nad
powierzchni pierścienia nastawczego
ú
Jeśli to konieczne, zmienić wyświetlony kierunek
przesuni cia: nacisn ć przycisk ze strzałk
ú
Dotkn ć powierzchni: nacisn ć zewn trzny przycisk
START
Wykalibrować rzeczywisty promień i wyrównać przesuni cie
środka układu impulsowego
Oś sondy pomiarowej nie leży normalnie rzecz bior c zbyt
dokładnie współosiowo z osi wrzeciona. Funkcja kalibrowania
wykrywa przesuni cie wzajemne osi sondy pomiarowej i osi
wrzeciona i wyrównuje je obliczeniowo.
Przy tej funkcji TNC obraca 3D sond pomiarow o 180°.
Obrót zostaje wywołany przez funkcj dodatkow , któr określa
producent maszyn w parametrze maszynowym 6160.
Pomiar przesuni cia środka sondy pomiarowej prosz
przeprowadzić po kalibrowaniu rzeczywistego promienia główki
sondy pomiarowej.
12.1 Cykle pomiarów sond w r
odzajach pracy RCZNIE i El. kółko rczne
5
Y
X
Z
Y
X
Z
10