5 cykle dla wytwarzania szablonów punktowych, Wzory punktowe na okr gu (cykl 220) – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 172
159
HEIDENHAIN TNC 410
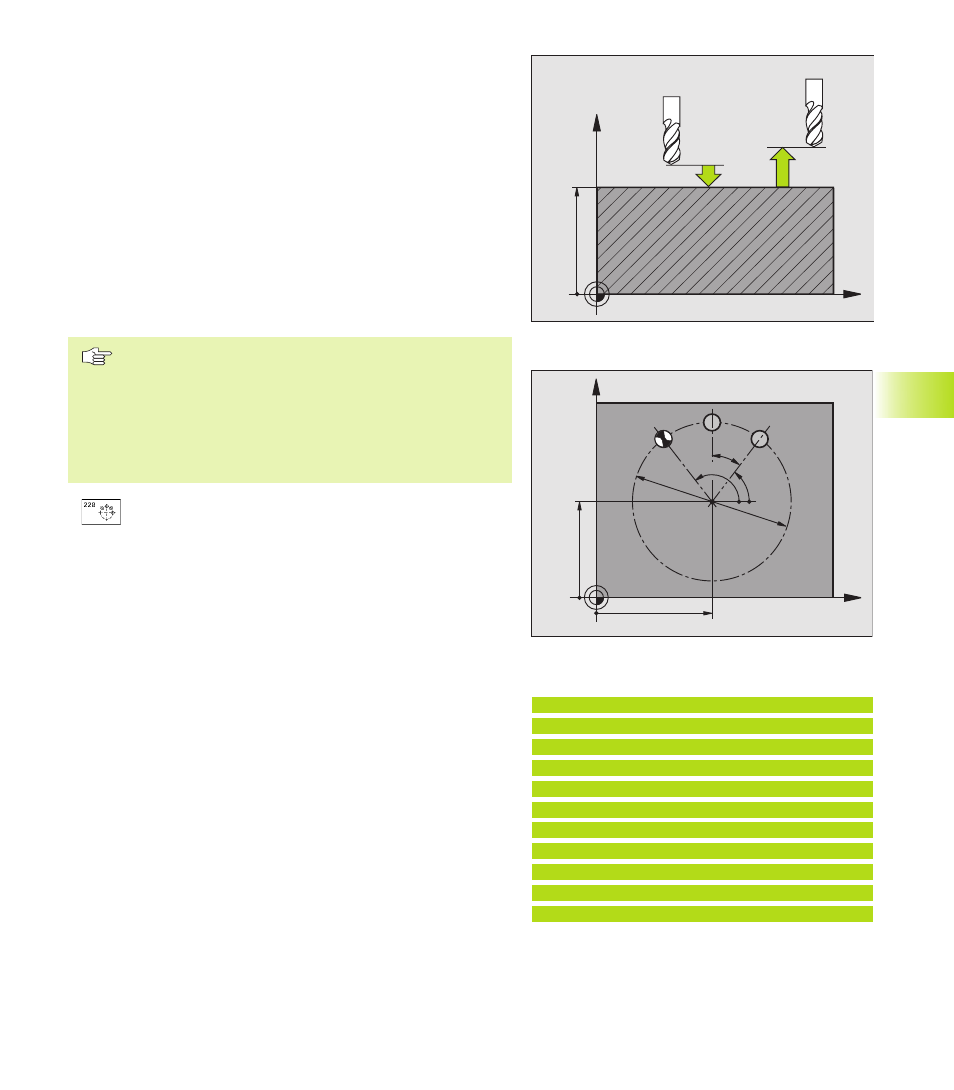
WZORY PUNKTOWE NA OKR GU (cykl 220)
1 TNC pozycjonuje narz dzie na biegu szybkim od aktualnej
pozycji do punktu startu pierwszej obróbki.
Kolejność:
■
Najechać na 2 g bezpieczn wysokość (oś wrzeciona)
■
Punkt startu na płaszczyźnie obróbki najechać
■
Najechać na bezpieczn wysokość nad powierzchni
obrabianego przedmiotu (oś wrzeciona)
2 Od tej pozycji TNC wypełnia ostatnio zdefiniowany cykl obróbki
3 Nast pnie TNC pozycjonuje narz dzie ruchem po prostej do
punktu startu nast pnej obróbki; narz dzie znajduje si przy tym
na bezpiecznej wysokości (lub 2 giej bezpiecznej wysokości)
4 Ta operacja (1 do 3) powtarza si , aż wszystkie rodzaje obróbki
zostan wykonane
Prosz uwzgl dnić przed programowaniem
Cykl 220 jest DEF aktywny, to znaczy cykl 220 wywołuje
automatycznie ostatnio zdefiniowany cykl obróbki.
Jeśli kombinujemy cykle obróbki 200 do 204 i 212 do
215 z cyklem 220, to bezpieczna wysokość,
powierzchnia obrabianego przedmiotu i 2 ga
bezpieczna wysokość obowi zuj jak w cyklu 220.
ú
Środek 1 szej osi Q216 (bezwzgl dna): środek
wycinka koła w osi głównej płaszczyzny obróbki
ú
Środek 2 giej osi Q217 (bezwzgl dna): środek
wycinka koła w osi pomocniczej płaszczyzny obróbki
ú
Średnica wycinka koła Q244: średnica wycinka koła
ú
K t startu Q245 (bezwzgl dna). k t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
pierwszej obróbki na wycinku koła
ú
K t końcowy Q246 (bezwzgl dny): k t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
ostatniej obróbki na wycinku koła (nie obowi zuje dla
koła pełnego); wprowadzić k t końcowy różny od
k ta startu; jeśli k t końcowy jest wprowadzony
wi kszym niż k t startu, to obróbka nast puje w
ruchu przeciwnym do ruchu wskazówek zegara,
inaczej obróbka w ruchu zgodnym z ruchem
wskazówek zegara
ú
Krok k ta Q247 (przyrostowo): k t pomi dzy dwoma
obróbkami na wycinku koła; jeśli krok k ta równy jest
zero, to TNC oblicza krok k ta z k ta startu, k ta
końcowego i liczby obróbek; jeśli natomiast
wprowadzono krok k ta, to TNC nie uwzgl dnia k ta
końcowego; znak liczby kroku k ta określa kierunek
pracy ( = zgodnie z ruchem wskazówek zegara)
8.5 Cykle dla wytwarzania szablonów punktowych
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
NC bloki przykładowe
53 CYKL DEF 220 SZABLON KOŁOWY
Q216=+50
;ŚRODEK 1 SZEJ OSI
Q217=+50
;ŚRODEK 2 GIEJ OSI
Q244=80
;ŚREDNICA WYCINKA KOŁA
Q245=+0
;K T STARTU
Q246=+360 ;K T KOŃCOWY
Q247=+0
;KROK K TA
Q241=8
;LICZBA POWTÓRZEŃ
Q200=2
;BEZP. WYSOKOŚĆ
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ