7 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 190
177
HEIDENHAIN TNC 410
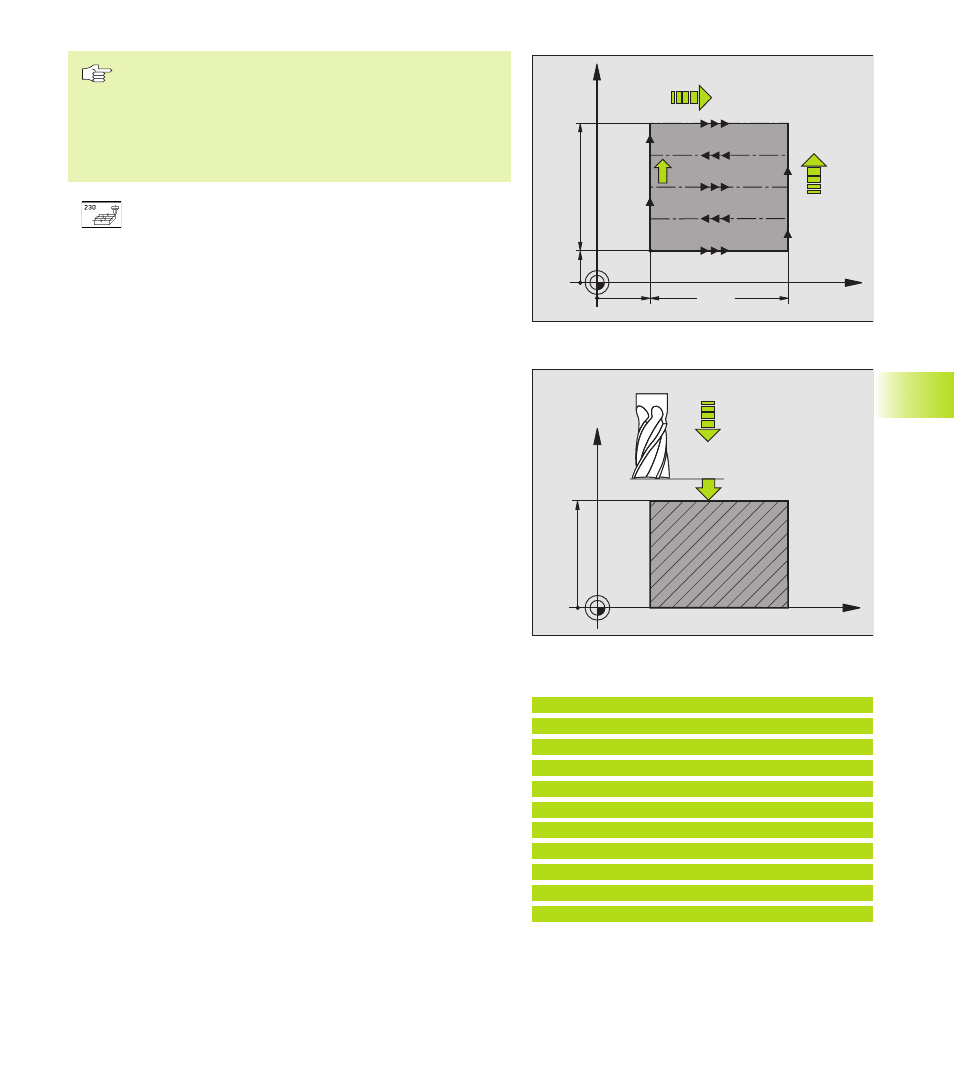
Prosz uwzgl dnić przed programowaniem
TNC pozycjonuje narz dzie z aktualnej pozycji najpierw
na płaszczyźnie obróbki i nast pnie w osi wrzeciona do
punktu startu 1.
Tak wypozycjonować narz dzie, aby nie mogło dojść do
kolizji z przedmiotem lub mocowadłami.
ú
Punkt startu 1 szej osi Q225 (bezwzgl dny):
współrz dna min punktu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
ú
Punkt startu 2 giej osi Q226 (bezwzgl dna):
współrz dna min punktu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
ú
Punkt startu 3 ciej osi Q227 (bezwzgl dny):
wysokość w osi wrzeciona, na której dokonuje si
frezowania wierszowaniem
ú
1 sza długość boku Q218 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
głównej powierzchni obróbki, odniesiona do punktu
startu 1 szej osi
ú
2 ga długość boku Q219 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
pomocniczej płaszczyzny obróbki, odniesiona do
punktu startu 2 giej osi
ú
Liczba przejść Q240: liczba wierszy, na których TNC
ma przemieścić narz dzie na szerokości
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy najeździe z
bezpiecznej wysokości na gł bokość frezowania w
mm/min.
ú
Poswu frezowania Q207: pr dkość przemieszczania
narz dzia przy frezowaniu w mm/min
ú
Posuw poprzeczny Q209: pr dkość przemieszczania
narz dzia przy przesuwaniu si do nast pnego
wiersza w mm/min; jeśli przesuwa si poprzecznie w
materiale, to Q209 wprowadzić mniejszym od Q207;
jeśli przesuwa si narz dzie poza materiałem, to
Q209 może być wi kszy od Q207
ú
Bezpieczna wysokość Q200 (przyrostowo): pomi dzy
ostrzem narz dzia i gł bokości frezowania dla
pozycjonowania na pocz tki i na końcu cyklu
8.7 Cykle dla fr
ezowania metod wier
szowania
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
NC bloki przykładowe
71 CYKL DEF 230 FREZ. WIELOPLA.
Q225=+10
;PUNKT STARTU 1 SZEJ OSI
Q226=+12
;PUNKT STARTU 2 GIEJ OSI
Q227=+2.5 ;PUNKT STARTU 3 CIEJ OSI
Q218=150
;1 SZA DŁUGOŚĆ BOKU
Q219=75
;2 GA DŁUGOŚĆ BOKU
Q240=25
;LICZBA PRZEJŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q207=500
;POSUW FREZOWANIA
Q209=200
;POSUW POPRZECZ.
Q200=2
;BEZP. WYSOKOŚĆ