2 dane o narzdziach – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 59
46
5 Programowanie: Narz dzia
5.2
Dane o narzdziach
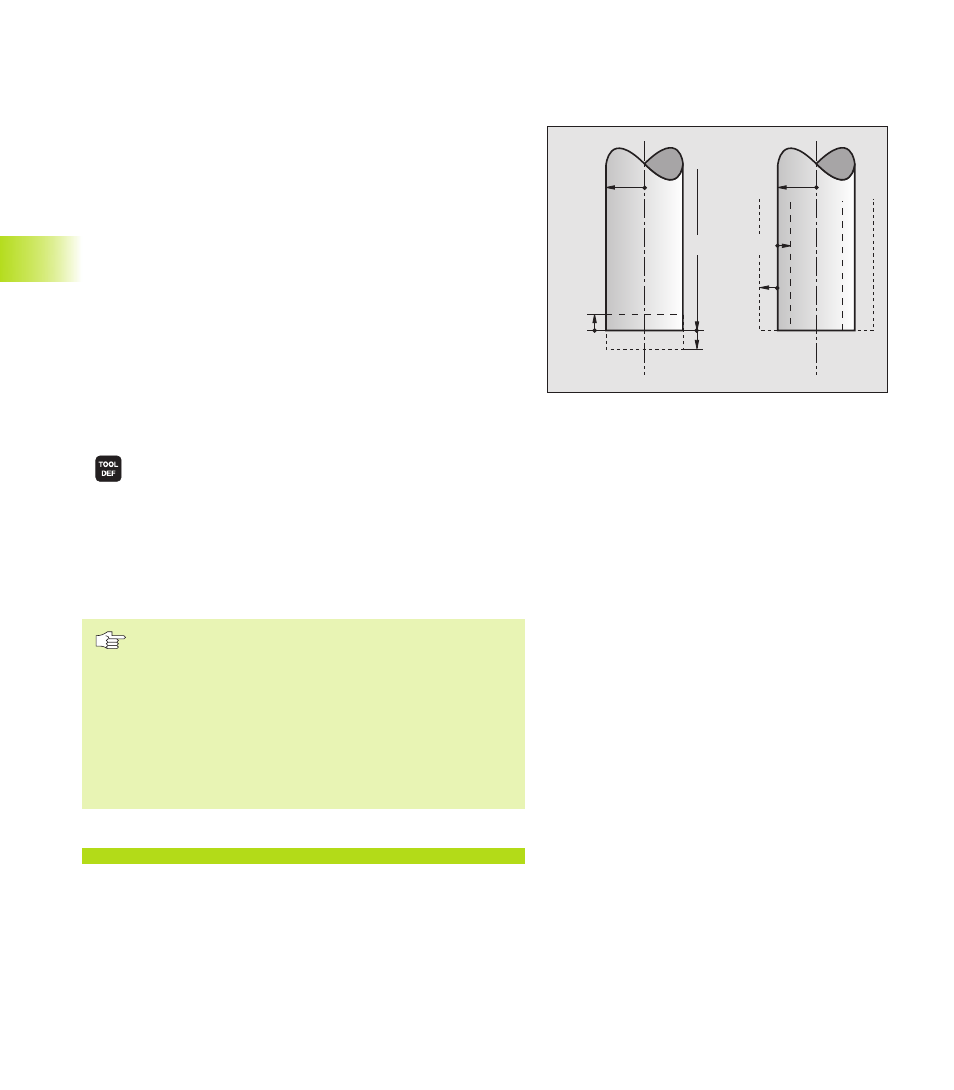
DR<0
DR>0
DL<0
R
DL>0
L
R
Promień narz dzia R
Promień narz dzia zostaje wprowadzony bezpośrednio.
Wartości delta dla długości i promieni
Wartości delta oznaczaj odchylenia od długości i promienia
narz dzi.
Dodatnia wartość delty oznacza naddatek (DR>0). Przy obróbce z
naddatkiem prosz wprowadzić wartość naddatku przy
programowaniu wywołania narz dzi z TOOL CALL.
Ujemna wartość delty oznacza niedomiar (DR<0). Niedomiar
zostaje wprowadzony do tabeli narz dzi dla zużycia narz dzia.
Prosz wprowadzić wartości delta w postaci wartości liczbowych, w
zapisie TOOL CALL można przekazać te wartości jako parametr Q.
Zasi g wprowadzenia: wartości delta mog wynosić maksymalnie
99,999 mm.
Dane o narz dziach wprowadzić do programu
Numer, długość i promień dla określonego narz dzia ustala si w
programie obróbki jednorazowo w zapisie TOOL DEF:
ú
Wybrać definicj narz dzia: nacisn ć przycisk TOOL DEF
ú
Wprowadzić numer narz dzia: przy pomocy numeru
narz dzia jednoznacznie oznaczyć określone
narz dzie
ú
Wprowadzić długość narz dzia: wartość korekcji dla
długości
ú
Wprowadzić promień narz dzia: wartość korekcji dla
promienia narz dzia
Podczas dialogu można przej ć wartości dla długości i
promienia przy pomocy Softkeys „ACT.POS X, ACT.POS
Y lub ACT.POS Z” bezpośrednio z wyświetlacza
położenia.
Jeżeli używamy czarnego przycisku przej cia pozycji
rzeczywistej, to TNC przejmuje przy długości narz dzia
wartość aktywnej osi narz dzia. Jeśli oś narz dzia nie
jest aktywna, to TNC przejmuje wartość tej osi, która
znajduje si w menu kalibrowania funkcji próbkowania
jako oś sondy impulsowej.
Przykład NC zapisu
4 TOOL DEF 5 L+10 R+5