HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 121
7 Programowanie: Funkcje dodatkowe
108
Wprowadzić odcinki przejścia pomi dzy
dowolnymi elementami konturu: M112
Post powanie standardowe
Przy wszystkich zmianach kierunku, które s wi ksze niż zadany
k t graniczny (MP7460), TNC zatrzymuje na krótko maszyn
(zatrzymanie dokładnościowe).
W przypadku bloków programu z korekcj promienia (RR/RL), TNC
doł cza przy narożach automatycznie okr g przejściowy.
Post powanie z M112
Zachowanie M112 można dopasować poprzez
parametry maszynowe.
M112 działa zarówno w trybie nośnym jak i przy pracy z
wysterowaniem wst pnym pr dkości.
TNC wł cza pomi dzy dowolnymi elementami konturu
(skorygowane i nieskorygowane), które mog znajdować si na
płaszczyźnie lub w przestrzeni wybieralny odcinek przejściowy:
■
Koło Bressea: MP7415.0 = 0
W punktach przył czenia powstaje skok przyśpieszeniowy
poprzez zmian skrzywienia
■
Wielomian 3 go stopnia: MP7415.0 = 1
W punktach przył czenia nie powstaje skok pr dkościowy
■
Wielomian 5 go stopnia: MP7415.0 = 2
W punktach przył czenia nie powstaje skok przyśpieszeniowy
■
Wielomian 7 stopnia: MP7415.0 = 3 (ustawienie standardowe)
W punktach przył czenia nie powstaje skok zwrotny
Dopuszczalne odchylenie od konturu T
Przy pomocy wartości tolerancji T określa si , w jakim stopniu
frezowany kontur może odchylać si od zadanego konturu. Jeśli
nie wprowadzimy w tym miejscu żadnej wartości tolerancji, to TNC
obliczy odcinek przejścia tak, że zostanie dokonane
przemieszczenie jeszcze z zaprogramowanym posuwem torowym.
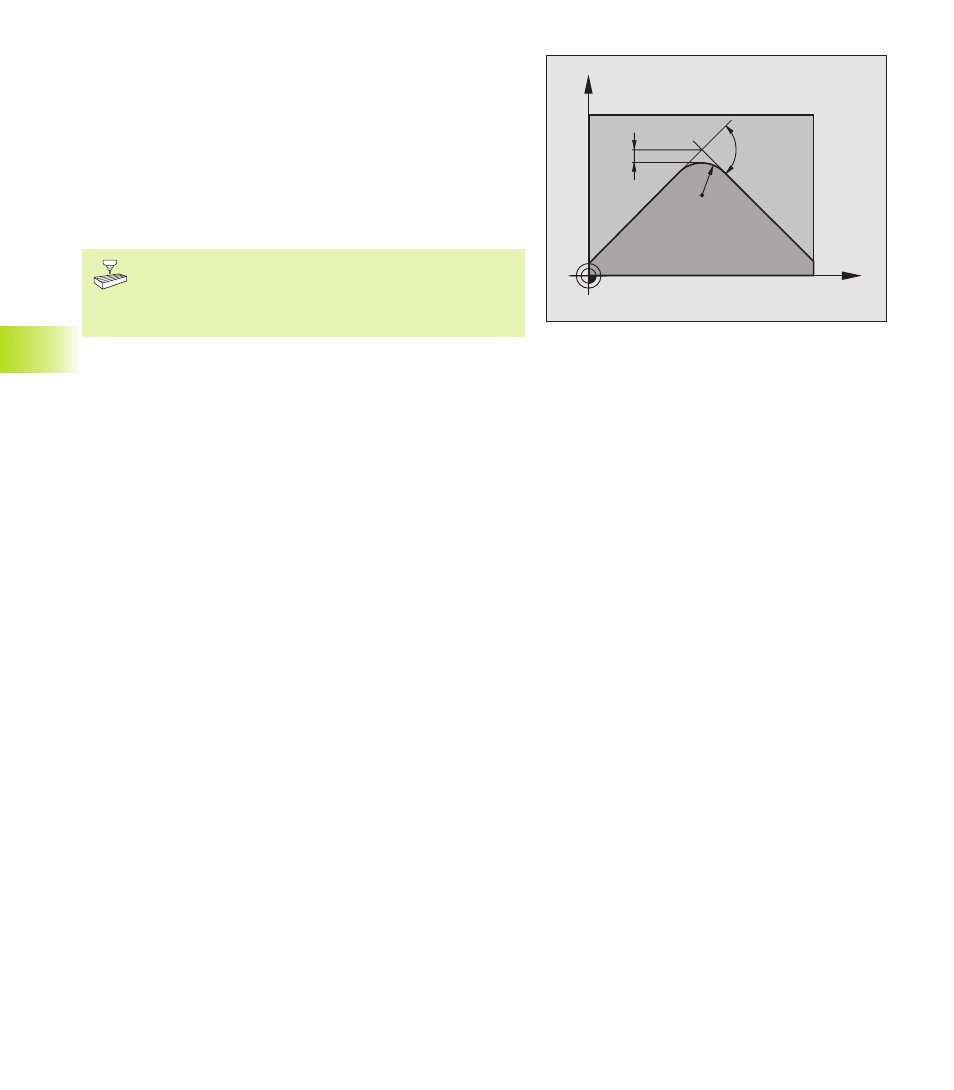
K t graniczny A
Jeśli wprowadzimć k t graniczny A, to TNC wygładza tylko te
przejścia konturu, przy których k t zmiany kierunku jest wi kszy
niż zaprogramowany k t graniczny. Prosz wprowadzić k t
graniczny = 0, to TNC b dzie przemieszczać si przez stycznie
przylegaj ce elementy konturu ze stałym przyśpieszeniem. Zakres
wprowadzenia: 0° do 90°
X
Y
T
A
R
7.4 Funkcje dodatkowe dla zachowania si narzdzi na torze kształtowym