3 cykle wier cenia – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 149
8 Programowanie: Cykle
136
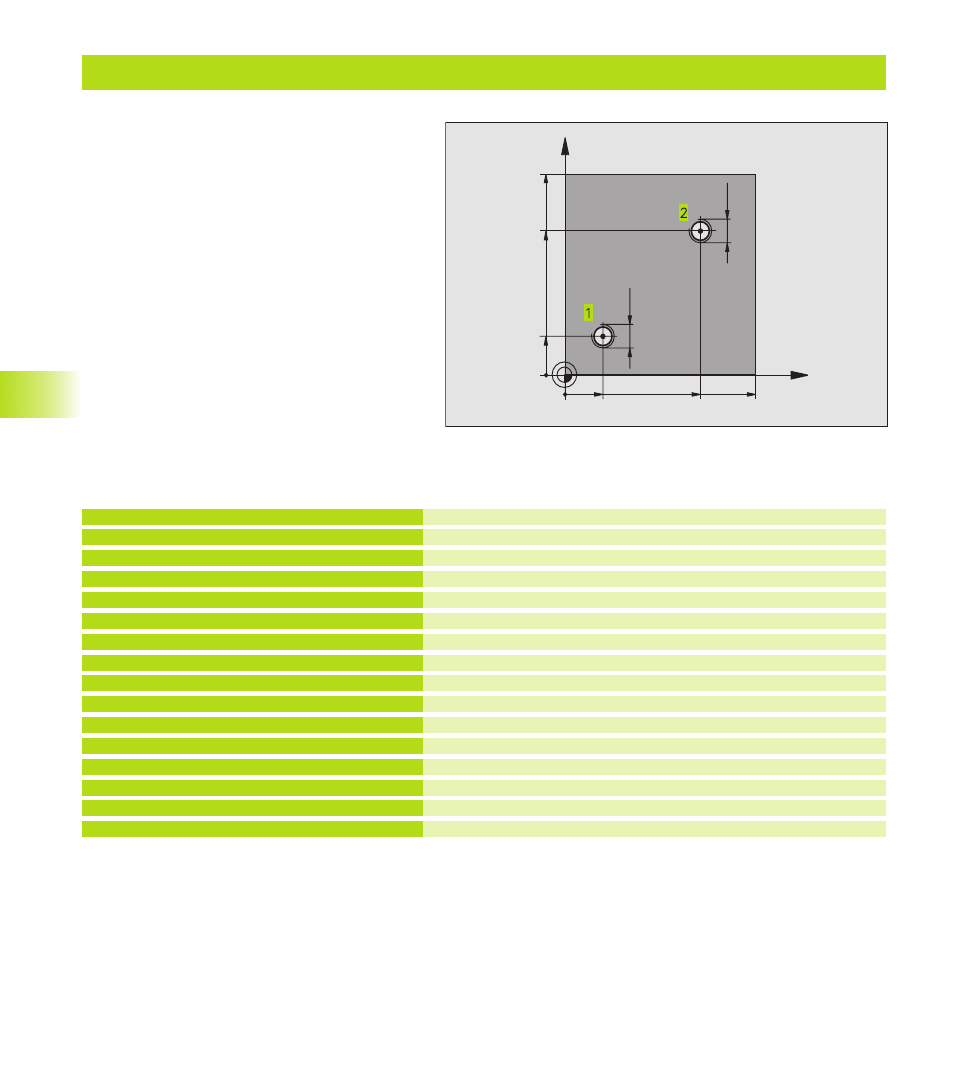
Przykład: cykle wiercenia
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić narz dzie
Definicja cyklu Gwintowanie
Najechać 1 odwiert na płaszczyźnie obróbki
Pozycjonować wst pnie w osi wrzeciona
Najechać odwiert 2 na płaszczyźnie obróbki
Przemieścić narz dzie, koniec programu
0 BEGIN PGM C2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 FMAX
6 CYKL DEF 2 .0 GWINTOWANIE
7 CYKL DEF 2 .1 ODST 2
8 CYKL DEF 2 .2 GŁ BOKOŚĆ 25
9 CYKL DEF 2 .3 P.CZAS.0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM C2 MM
Przebieg programu
■
Płyta jest już nawiercona dla M12,
gł bokość płyty: 20 mm
■
Zaprogramować cykl gwintowania
■
Z przyczyn bezpieczeństwa najpierw
wypozycjonować wst pnie na płaszczyźnie i
nast pnie w osi wrzeciona
8.3 Cykle wier
cenia
X
Y
20
20
100
100
70
70
M12
M12