3 funkcje dodatkowe dane o współrzdnych – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 119
7 Programowanie: Funkcje dodatkowe
106
Producent maszyn wprowadza dla każdej osi odst p punktu
zerowego maszyny od punktu zerowego podziałki wymiarowej do
parametru maszyny.
Post powanie standardowe
TNC odnosi współrz dne do punktu zerowego obrabianego
przedmiotu (patrz ”Wyznaczanie punktu odniesienia”).
Post powanie z M91 – punkt zerowy maszyny
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić
si do punktu zerowego maszyny, to prosz wprowadzić w tych
zapisach M91.
TNC pokazuje wartości współrz dnych w odniesieniu do punktu
zerowego maszyny. We wskazaniu stanu prosz przeł czyć
wskazanie współrz dnych na REF (patrz „1.4 Wskazania stanu”).
Post powanie z M92 – punkt odniesienia maszyny
Oprócz punktu zerowego maszyny może jej producent
wyznaczyć jeszcze jedn stał pozycj maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla każdej osi odst p
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podr cznik obsługi maszyny).
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić
si do punktu odniesienia maszyny, to prosz wprowadzić w tych
zapisach M92.
Przy pomocy M91 lub M92 TNC przeprowadza
prawidłowo korekcj promienia. Długość narz dzia
jednakże nie zostaje uwzgl dniona.
Działanie
M91 i M92 działaj tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałaj na pocz tku zapisu.
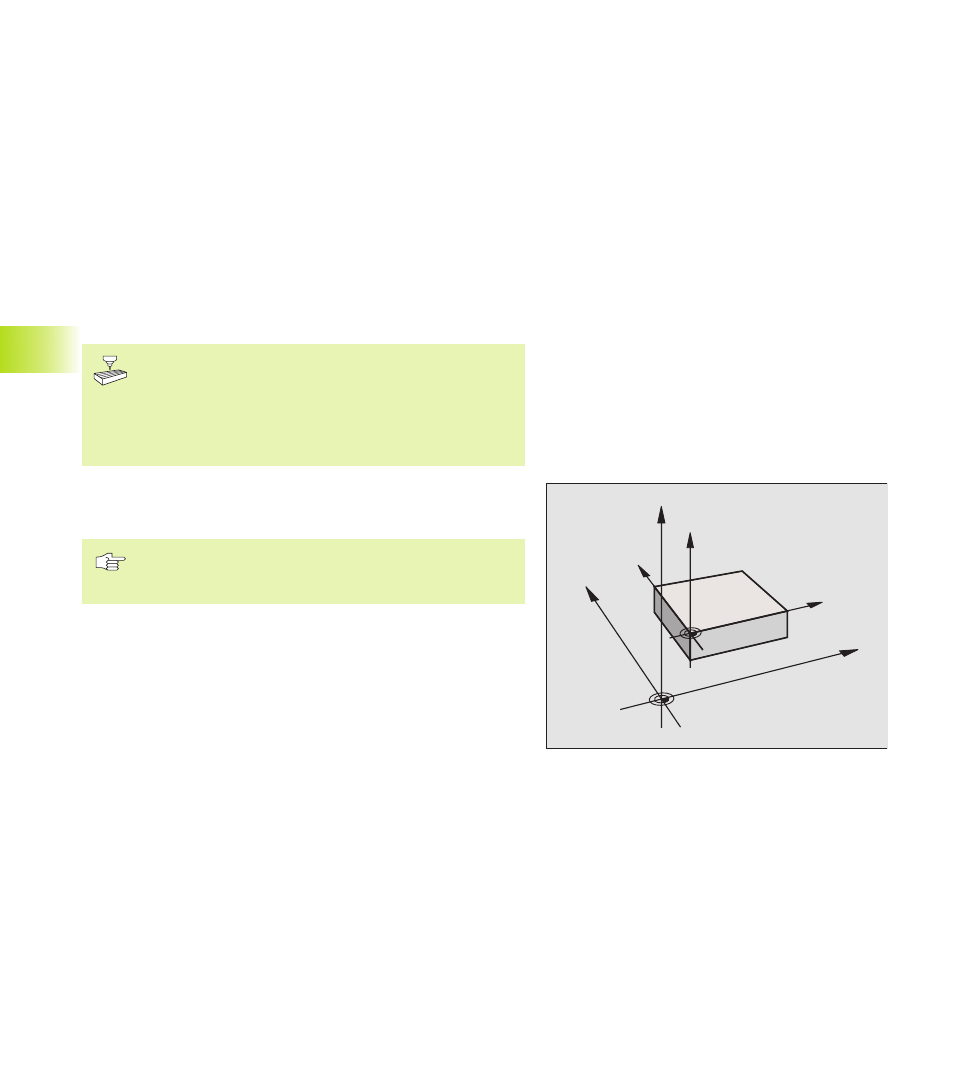
Punkt odniesienia obrabianego przedmiotu
Rysunek po prawej stronie pokazuje systemy współrz dnych z
punktem zerowym maszyny i punktem zerowym obrabianego
przedmiotu.
Z
X
Y
Z
Y
X
M
7.3 Funkcje dodatkowe dane o współrzdnych