3 cykle wier cenia – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 145
8 Programowanie: Cykle
132
ú
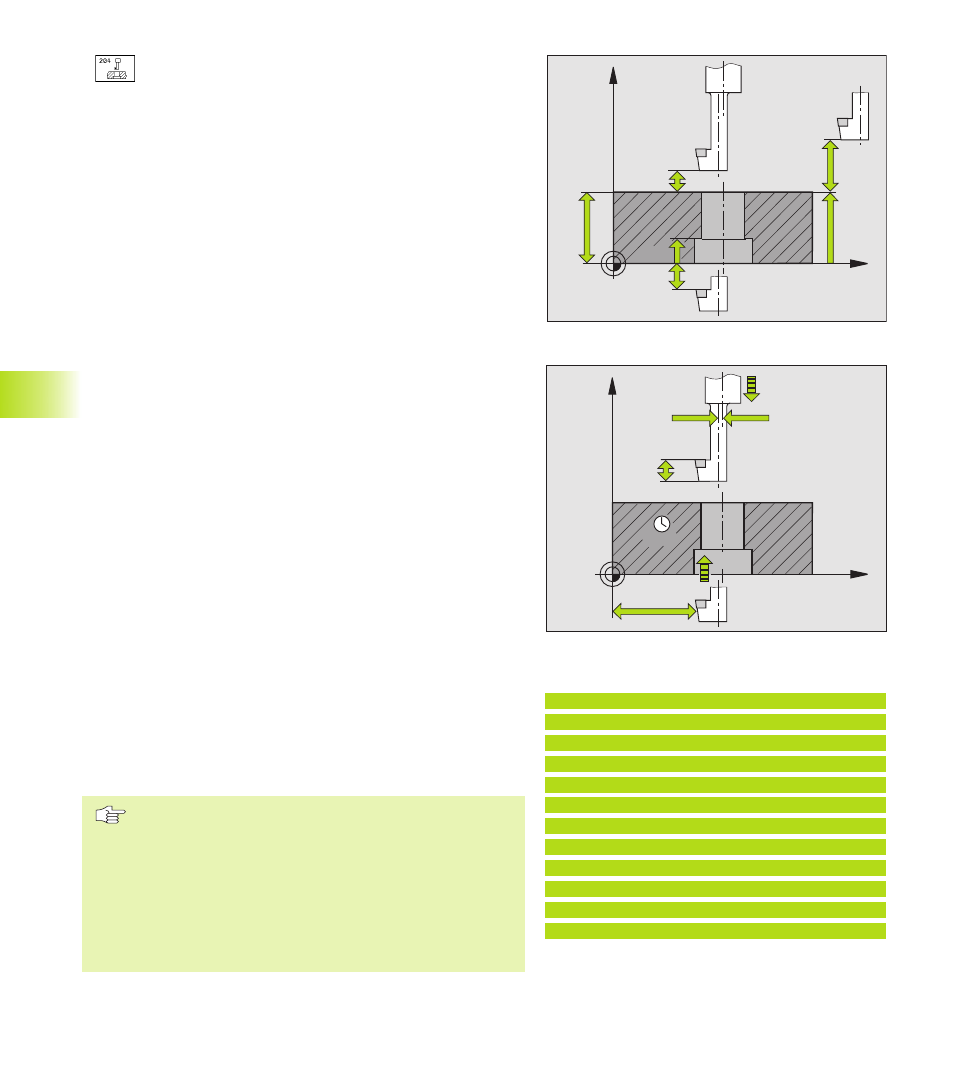
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokie pogł bienie Q249 (przyrostowo): odst p
pomi dzy doln kraw dzi obrabianego przedmiotu i
dnem pogł bienia. Dodatni znak liczby wytwarza
pogł bienie w dodatnim kierunku osi wrzeciona
ú
Grubość materiału Q250 (przyrostowo): grubość
obrabianego przedmiotu
ú
Wymiar mimośrodu Q251 (przyrostowo): wymiar
mimośrodku wytaczadła; zaczerpn ć z listy danych o
narz dziach
ú
Wysokość ustawienia kraw dzi skrawaj cej Q252
(przyrostowo): odst p pomi dzy kraw dzi doln
wytaczadła i główn kraw dzi skrawaj c ;
zaczerpn ć z listy danych o narz dziach
ú
Posuw pozycjonowania wst pnego Q253: pr dkość
przemieszczania narz dzia przy zagł bianiu w
materiał obrabianego przedmiotu lub przy wyjeżdżaniu
z materiału obrabianego przedmiotu w mm/min
ú
Posuw pogł biania Q254: pr dkość przemieszczania
narz dzia przy pogł bianiu w mm/min
ú
Przerwa czasowa Q255: przerwa czasowa w sekund
ach na dnie pogł bienia
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
Kierunek wyjścia z materiału (0/1/2/3/4) Q214: określić
kierunek, w którym TNC ma przesun ć narz dzie o
wymiar mimośrodu (po orientacji wrzeciona)
0: Wprowadzenie danych niedozwolone
1: Przesun ć narz dzie w kierunku ujemnym osi głównej
2: Przesun ć narz dzie w kierunku ujemnym osi pomocniczej
3: Przesun ć narz dzie w kierunku dodatnim osi głównej
4: Przesun ć narz dzie w kierunku dodatnim osi pomocniczej
Niebezpieczeństwo kolizji!
Prosz sprawdzić gdzie znajduje si ostrze narz dzia,
jeśli programuje si przy pomocy M19 orientacj
wrzeciona na 0° (np. w rodzaju pracy pozycjonowanie z
r cznym wprowadzeniem danych). Prosz tak ustawić
ostrze narz dzia, aby leżało ono równolegle do jednej
z osi współrz dnych. Prosz tak wybrać kierunek
przemieszczania poza materiałem, aby narz dzie
mogło bezkolizyjnie zagł bić si w materiał.
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
8.3 Cykle wier
cenia
NC bloki przykładowe
11 CYKL DEF 204 POGŁ BIANIE WSTECZNE
Q200=2
;BEZP. WYSOKOŚĆ
Q249=+5
;GŁ BOKOŚĆ POGŁ BIENIA
Q250=20
;GRUBOŚĆ MATERIAŁU
Q251=3.5
;WYMIAR MIMOŚRODU
Q252=15
;WYSOK. KRAW DZI SKRAWANIA
Q253=750
;POSUW POZYCJ.WST.
Q254=200
;POSUW POGŁ BIANIA
Q255=0
;PRZERWA CZASOWA
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ
Q214=1
;KIERUNEK ODJAZDU Z MAT.