2 podprogramy – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 207
9 Programowanie: Podprogramy i powtórzenia cz ści programu
194
9.1 Zaznaczyć podpr
ogramy i powtórzenia czści pr
ogramu
9.2 Podpr
ogramy
9.1 Zaznaczyć podprogramy i
powtórzenia cz ści programu
Raz zaprogramowane kroki obróbki można przy pomocy
podprogramów i powtórzeń cz ści programu ponownie wykonać.
Label
Podprogramy i powtórzenia cz ści programu rozpoczynaj si w
programie obróbki znakiem LBL, skrót od LABEL (ang. znacznik,
oznaczenie).
LABEL otrzymuj numer mi dzy 1 i 254. Każdy numer LABEL a
wolno tylko raz nadawać w programie z LABEL SET.
LABEL 0 (LBL 0) oznacza koniec podprogramu i dlatego może być
stosowany dowolnie cz sto.
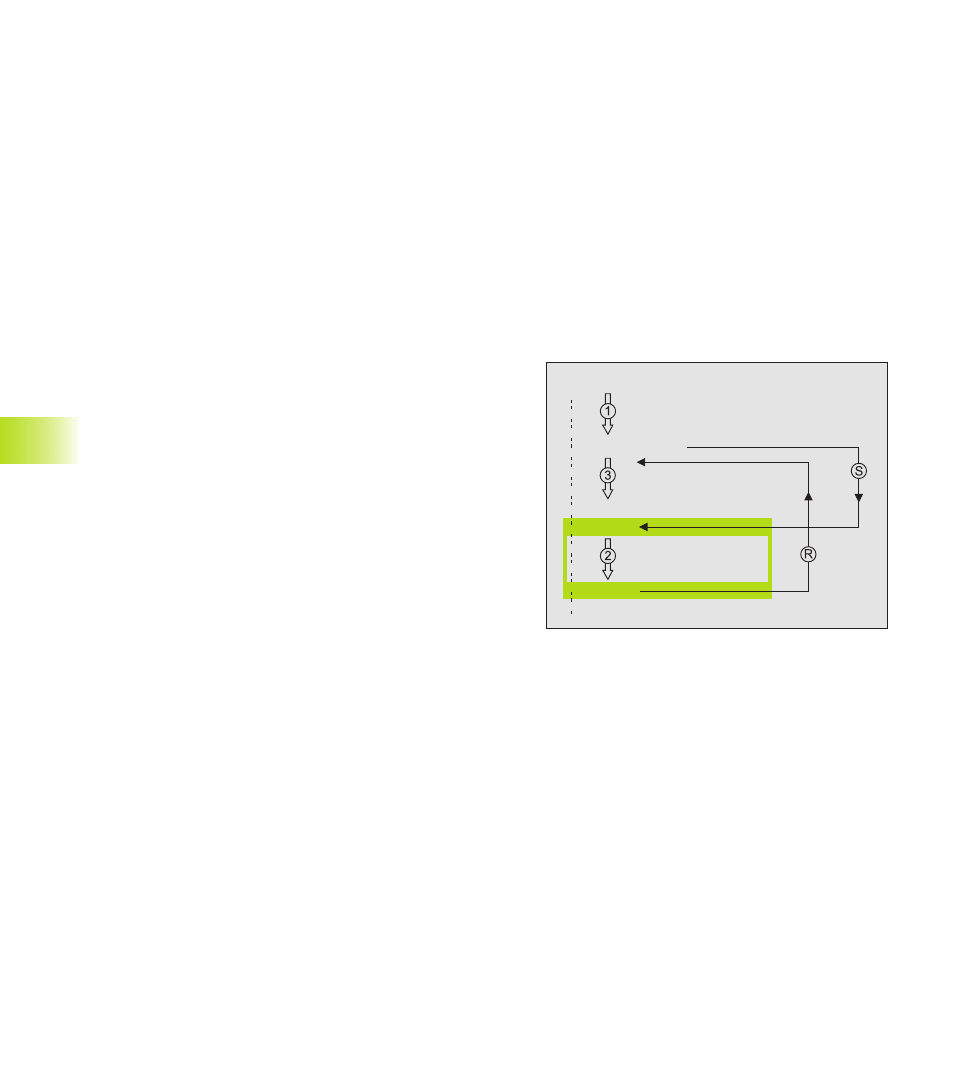
9.2 Podprogramy
Sposób pracy
1 TNC wykonuje program obróbki do momentu wywołania
podprogramu CALL LBL
2 Od tego miejsca TNC odpracowuje wywołany podprogram aż do
końca podprogramu LBL 0
3 Dalej TNC kontynuje wykonanie programu obróbki od bloku,
który nast puje po wywołaniu podprogramu CALL LBL
Wskazówki dotycz ce programowania
■
Program główny może zawierać do 254 podprogramów
■
Podprogramy mog być wywoływane w dowolnej kolejności i
dowolnie cz sto
■
Podprogram nie może sam si wywołać
■
Prosz programować podprogramy na końcu programu
głównego (za blokiem z M2 lub M30)
■
Jeśli podprogramy w programie obróbki stoj przed blokiem z
M02 lub M30, to zostan one bez wywoływania przynajmniej raz
odpracowane
BEGIN PGM ..
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...