3 przebieg pr ogramu 11.3 przebieg programu – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 251
11 Test programu i przebieg programu
238
11.3 Przebieg pr
ogramu
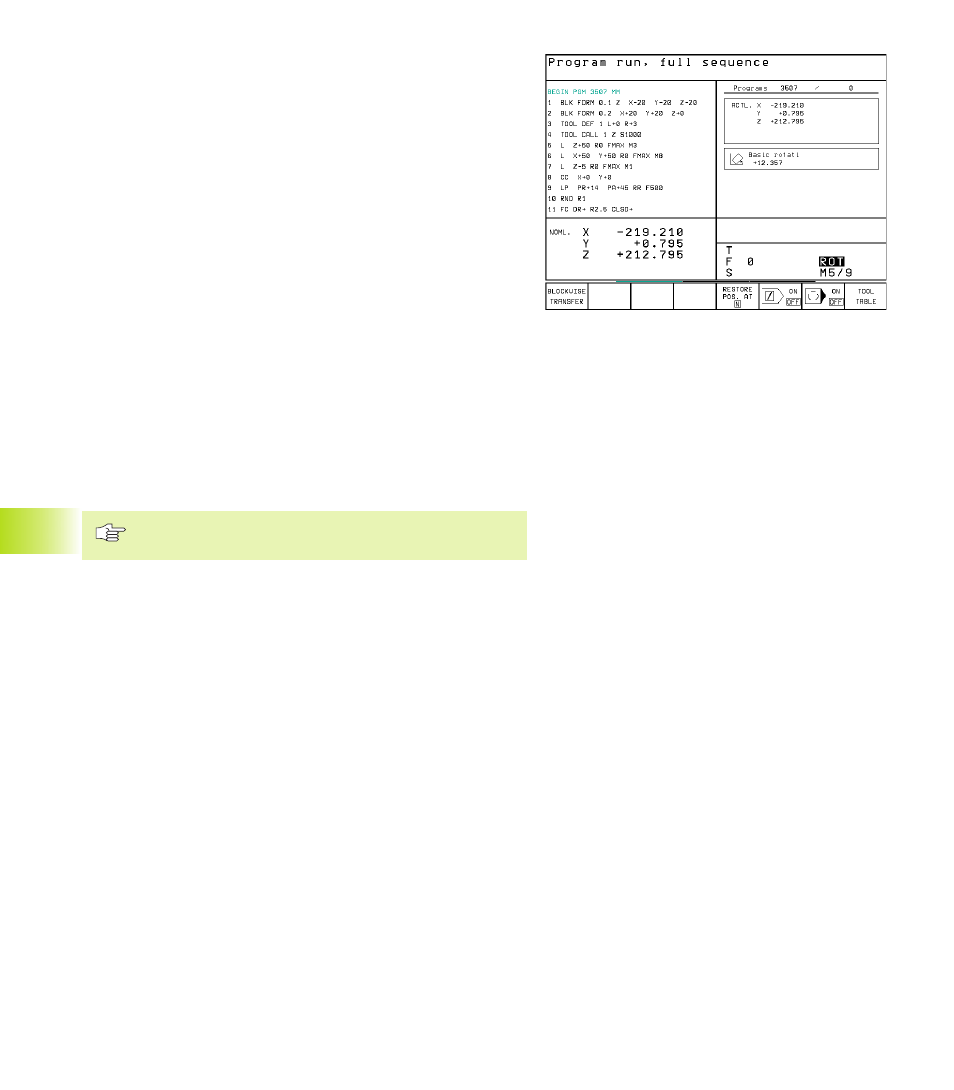
11.3 Przebieg programu
W rodzaju pracy przebieg programu według kolejności bloków,
TNC wykonuje program obróbki nieprzerwanie do końca programu
lub zaprogramowanego przerwania pracy.
W rodzaju pracy Przebieg programu pojedyńczymi blokami, TNC
wykonuje każdy blok oddzielnie po przyciśni ciu zewn trznego
przycisku START.
Nast puj ce funkcje TNC można wykorzystywać w rodzajach
pracy przebiegu programu:
■
Przerwać przebieg programu
■
Przebieg programu od określonego bloku
■
Przeskoczyć bloki
■
Kontrolować i zmieniać Q parametry
■
Dodatkowy wyświetlacz stanu
Program obróbki wypełnić
Przygotowanie
1 Zamocować przedmiot na stole maszynowym
2 Wyznaczyć punkt odniesienia
3 Wybrać program obróbki (stan M)
Posuw i pr dkość obrotow wrzeciona można zmieniać
przy pomocy gałek obrotowych Override.
Przebieg programu według kolejności bloków
ú
Rozpocz ć program obróbki zewn trznym przyciskiem startu
Przebieg programu pojedyńczy blok
ú
Każdy blok programu obróbki startować oddzielnie zewn trznym
przyciskiem startu