HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 161
8 Programowanie: Cykle
148
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru gł bokość określa kierunek
pracy.
Jeżeli czop ma być wyfrezowany jednym chodem, to
prosz używać freza z tn cym przez środek z bem
czołowym (DIN 844). Prosz wprowadzić dla posuwu
dosuwu na gł bokość niewielk wartość.
ú
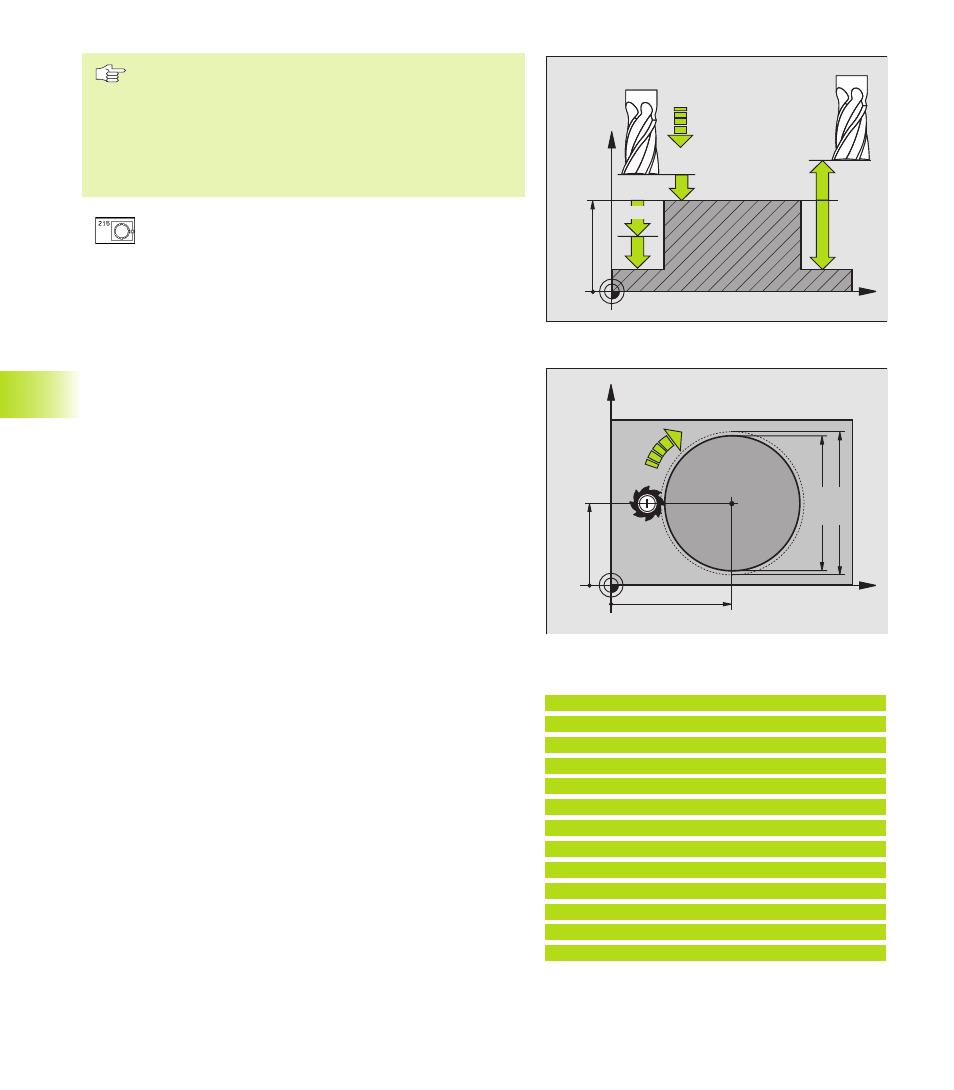
Bezpieczna wysokość Q200 (przyrostowo): odst p
pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
Gł bokość Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i podstaw
czopu
ú
Posuw dosuwu na gł bokość Q206: pr dkość
przemieszczania narz dzia przy najeździe na
gł bokość w mm/min. Jeśli narz dzie zagł bia si w
materiał, to wprowadzić niewielk wartość; jeżeli
narz dzie zagł bia si poza materiałem, wtedy
wprowadzić wi ksz wartość
ú
Gł bokość dosuwu Q202 (przyrostowo): wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te;
wprowadzić wartość wi ksz od 0
ú
Poswu frezowania Q207: pr dkość przemieszczania
narz dzia przy frezowaniu w mm/min
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
Środek 1 szej osi Q 216 (bezwzgl dna): środek czopu
w osi głównej płaszczyzny obróbki
ú
Środek 2 giej osi Q217 (bezwzgl dna): środek czopu
w osi pomocniczej płaszczyzny obróbki
ú
Średnica cz ści nieobrobionej Q222: średnica
obrobionego wst pnie czopu; Średnic cz ści
nieobrobionej wprowadzić wi ksz od średnicy
cz ści gotowej
ú
Średnica cz ści gotowej Q223: średnica
obrobionego na gotowo czopu; wprowadzić średnic
cz ści gotowej mniejsz od średnicy półwyrobu
8.4 Cykle dla fr
ezowania kieszeni, czopów i r
owków wpustowych
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
NC bloki przykładowe
43 CYKL DEF 215 WYBRANIE KOŁ.
OBRABIAĆ NA GOTOWO
Q200=2
;BEZP. WYSOKOŚĆ
Q201= 20
;GŁ BOKOŚĆ
Q206=150
;POSUW DOSUWU NA GŁ B.
Q202=5
;GŁ BOKOŚĆ DOSUWU
Q207=500
;POSUW FREZOWANIA
Q203=+0
;WSPÓŁ. POWIERZCHNI
Q204=50
;2 GA BEZP. WYSOKOŚĆ
Q216=+50
;ŚRODEK 1 SZEJ OSI
Q217=+50
;ŚRODEK 2 GIEJ OSI
Q222=81
;ŚREDNICA PÓŁWYROBU
Q223=80
;ŚREDNICA CZ ŚCI GOT.