3 przebieg pr ogramu – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 257
11 Test programu i przebieg programu
244
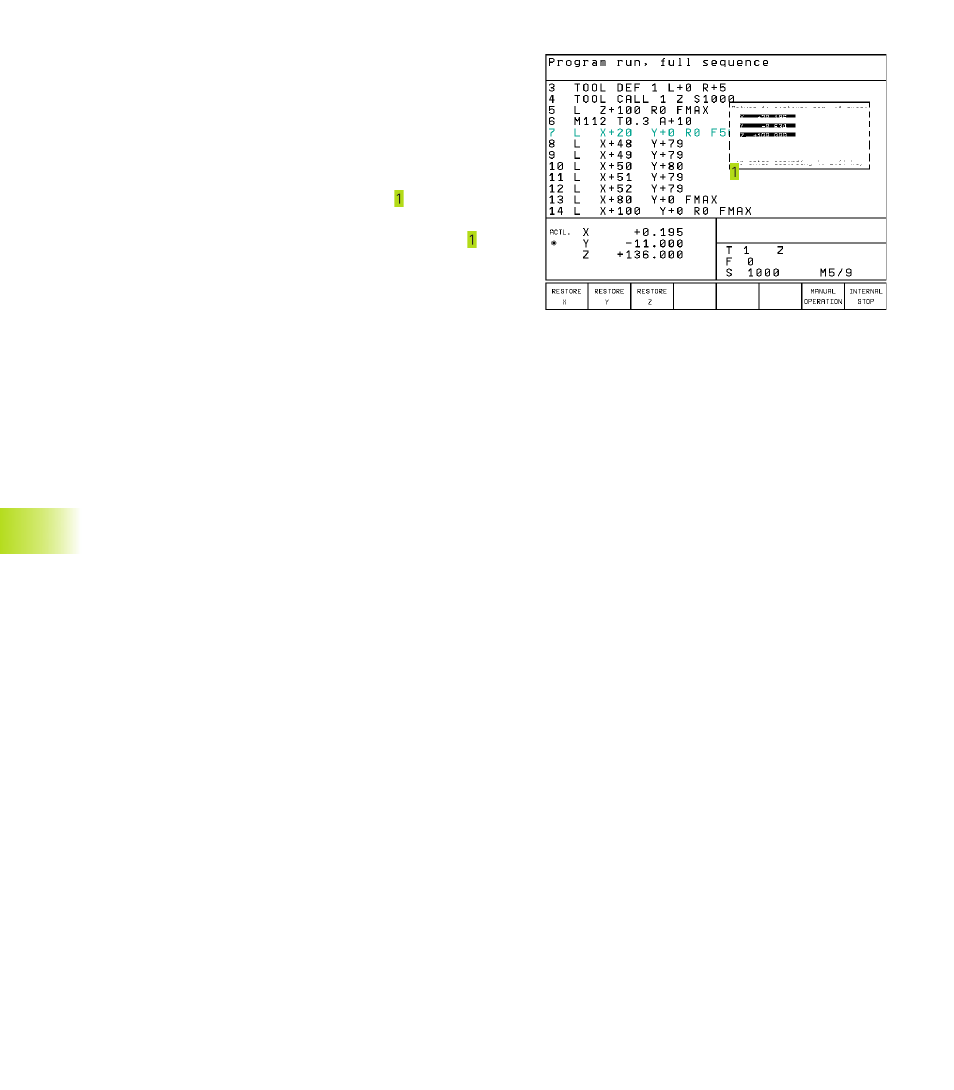
Ponowne dosuni cie narz dzia do konturu
Przy pomocy funkcji NAJAZD NA POZYCJ TNC dosuwa narz dzie
do konturu obrabianego przedmiotu, po tym kiedy przesuni to osie
maszyny podczas przerwania poprzez Softkey OPERACJA
R CZNA lub jeśli chcemy wejść do programu przy pomocy funkcji
przebieg bloków w przód.
ú
Wybór ponownego dosuni cia narz dzia do konturu: wybrać
Softkey NAJAZD NA POZYCJ (odpada przy przebiegu bloków w
przód). TNC pokazuje w wyświetlonym oknie pozycj , do
której TNC przemieszcza narz dzie
ú
Przemieszczenie osi w kolejności, któr proponuje TNC w
oknie: nacisn ć zewn trzny klawisz START
ú
przesun ć osi w dowolnej kolejności: Softkey NAJAZD X,
NAJAZD Z itd. nacisn ć i za każdym razem przy pomocy
zewn trznego przycisku START aktywować
ú
Kontynuować obróbk : nacisn ć zewn trzny przycisk START
11.3 Przebieg pr
ogramu