HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 169
8 Programowanie: Cykle
156
8.4 Cykle dla fr
ezowania kieszeni, czopów i r
owków wpustowych
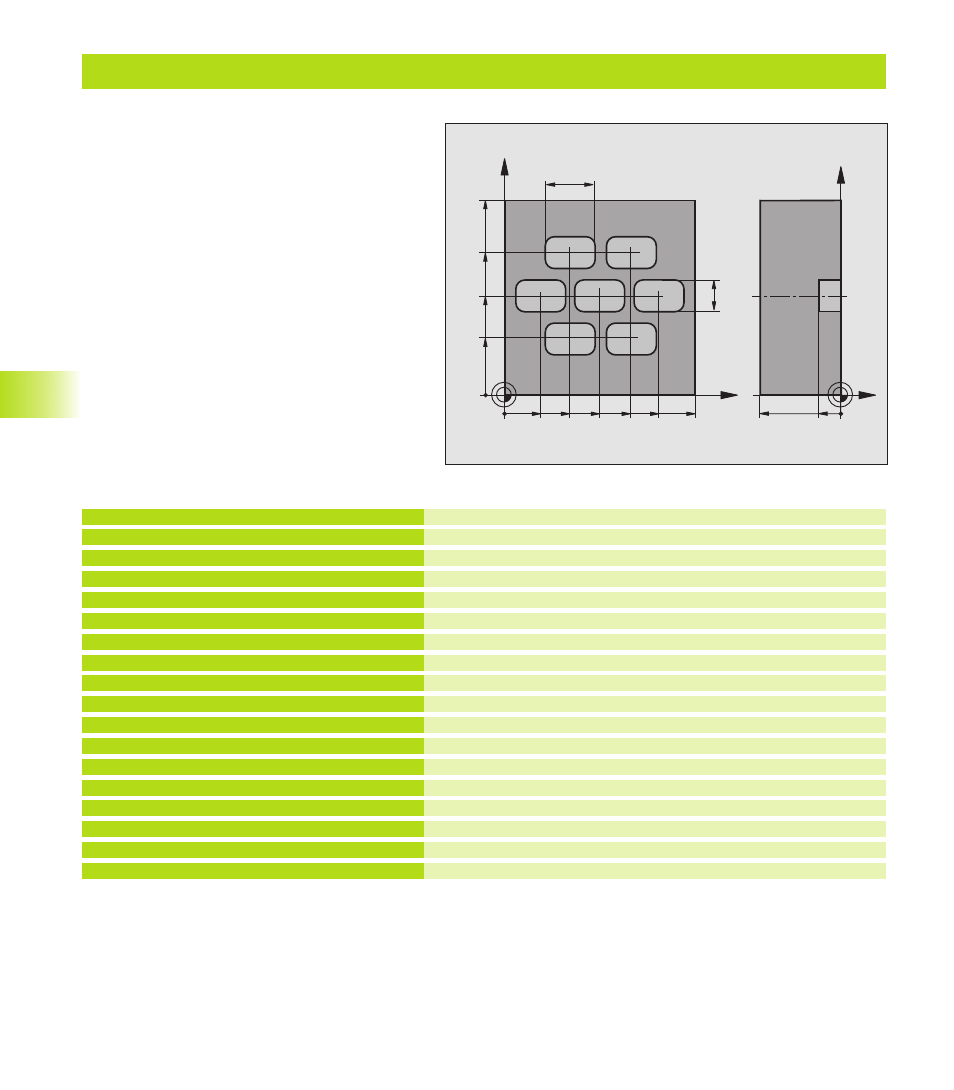
Przykład: obróbka zgrubna i wykańczaj ca kieszeni prostok tnej w poł czeniu z tabelami punktów
Definicja cz ści nieobrobionej
Definicja narz dzia obróbka zgrubna
Definicja narz dzia obróbka wykańczaj ca
Wywołanie narz dzia obróbka zgrubna
Przemieścić narz dzie na bezpieczn wysokość
(F zaprogramować z wartości )
(TNC pozycjonuje po każdym cyklu na bezpieczn wysokość)
Określić tabel punktów
Definicja cyklu obróbka zgrubna kieszeni
Wywołanie cyklu w poł czeniu z tabel punktów MUSTPKT.PNT
0 BEGIN PGM TAKOM MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S5000
6 L Z+10 R0 F5000
7 SEL PATTERN „MUSTPKT”
8 CYKL DEF 4 .0 FREZOWANIE KIESZENI
9 CYKL DEF 4 .1 ODST+2
10 CYKL DEF 4 .2 GŁ B 10
11 CYKL DEF 4 .3 DOSUW+3 F150
12 CYCL DEF 4 .4 X+25
13 CYCL DEF 4 .5 Y+15
14 CYCL DEF 4 .6 F350 DR+ RADIUS4
15 CYCL CALL PAT F5000 M3
X
Y
50
50
100
100
25
Z
Y
-40
-10
70
30
35
65
20
80
16
Przebieg programu
■
Obróbka zgrubna kieszeni prostok tnej przy
pomocy cyklu 4
■
Obróbka wykańczaj ca kieszeni prostok tnej
przy pomocy cyklu 212
Współrz dne punktu środkowego s zapami tane
w tabeli punktów MUSTPKT.PNT (patrz nast pna
strona) i zostaj wywoływane przez TNC przy
pomocy CYCL CALL PAT.
Prosz zwrócić uwag , że przy definicji cyklu 212
zarówno dla współrz dnych środka kieszeni (Q212
i Q213), jak i dla współrz dnej powierzchni
obrabianego przedmiotu zaprogramowano
wartość 0.
Aby móc frezować kieszenie na różnych poziomach
gł bokości, prosz zmienić Z współrz dn w tabeli
punktów MUSTPKT.PNT