1 przegl d: ruchy narz dzi, 1 przegld: ruchy narzdzi – HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 77
64
6 Programowanie: Programowanie konturów
6.1 Przegl d: Ruchy narz dzi
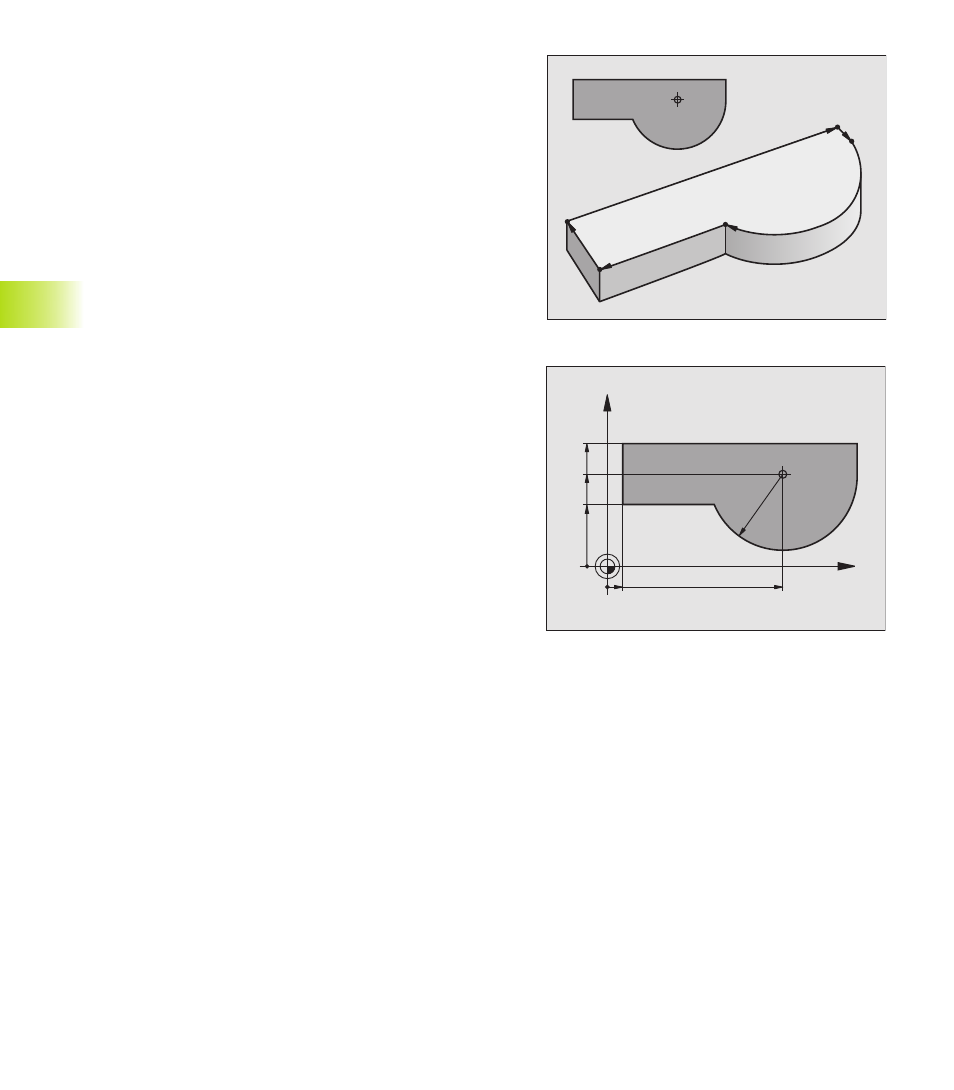
Funkcje toru kształtowego
Kontur obrabianego narz dzia składa si z reguły z kilku
elementów konturu, jak proste i łuki koła. Przy pomocy funkcji toru
kształtowego programuje si ruchy narz dzi dla prostychi łuków
koła.
Swobodne Programowanie Konturu SK
Jeśli nie został przedłożony odpowiednio dla NC wymiarowany
rysunek i dane o wymiarach dla NC programu s niekompletne, to
prosz programować kontur przedmiotu w trybie Swobodnego
Programowania Konturu. TNC oblicza brakuj ce dane.
Także przy pomocy SK programowania programuje si ruchy
narz dzi dla prostychi łuków koła.
Funkcje dodatkowe M
Przy pomocy funkcji dodatkowych TNC steruje si
■
przebiegiem programu, np. przerw w przebiegu programu
■
funkcjami maszyny, jak wł czenie i wył czenie obrotów
wrzeciona i chłodziwa
■
zachowaniem si narz dzia na torze kształtowym
Podprogramy i powtórzenia cz ści programu
Kroki obróbki, które si powtarzaj , prosz wprowadzić tylko raz
jako podprogram lub powtórzenie cz ści programu. Jeśli jakaś
cz ść programu ma być wypełniona tylko pod określonym
warunkiem, prosz te kroki programu wnieść jako podprogram.
Dodatkowo, program obróbki może wywołać inny program i
aktywować jego wypełnienie.
Programowanie przy pomocy podprogramów i powtórzeń cz ści
programu jest opisane w rozdziale 9.
Programowanie z parametrem Q
W programie obróbki parametry Q zast puj wartości liczbowe:
parametrowi Q zostaje w innym miejscu przypisana wartość
liczbowa. Przy pomocy parametrów Q można programować
funkcje matematyczne, które steruj przebiegiem programu lub
które opisuj jakiś kontur.
Dodatkowo można, przy pomocy programowania z parametrami Q,
dokonywać pomiarów z układem impulsowym 3D w czasie
przebiegu programu.
Programowanie z parametrami Q jest opisane w rozdziale 10.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC
6.1 Przegld: ruchy narzdzi