HEIDENHAIN TNC 410 Instrukcja Obsługi
Strona 160
147
HEIDENHAIN TNC 410
ú
Współ. powierzchni obrabianego przedmiotu Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga bezpieczna wysokość Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
Środek 1 szej osi Q216 (bezwzgl dna): środek
wybrania w osi głównej płaszczyzny obróbki
ú
Środek 2 giej osi Q217 (bezwzgl dna): środek
wybrania w osi pomocniczej płaszczyzny obróbki
ú
Średnica półwyrobu Q222: średnica obrobionej
wst pnie kieszeni; Prosz wprowadzić średnic
półwyrobu mniejsz niż średnica cz ści gotowej.
Jeśli wprowadzimy Q222 = 0, to TNC wcina narz dzie
w środek kieszeni
ú
Średnica cz ści gotowej Q223: średnica
obrobionego na gotowo wybrania; wprowadzić
średnic cz ści gotowej wi ksz niż średnica cz ści
nieobrobionej i wi ksz od średnicy narz dzia
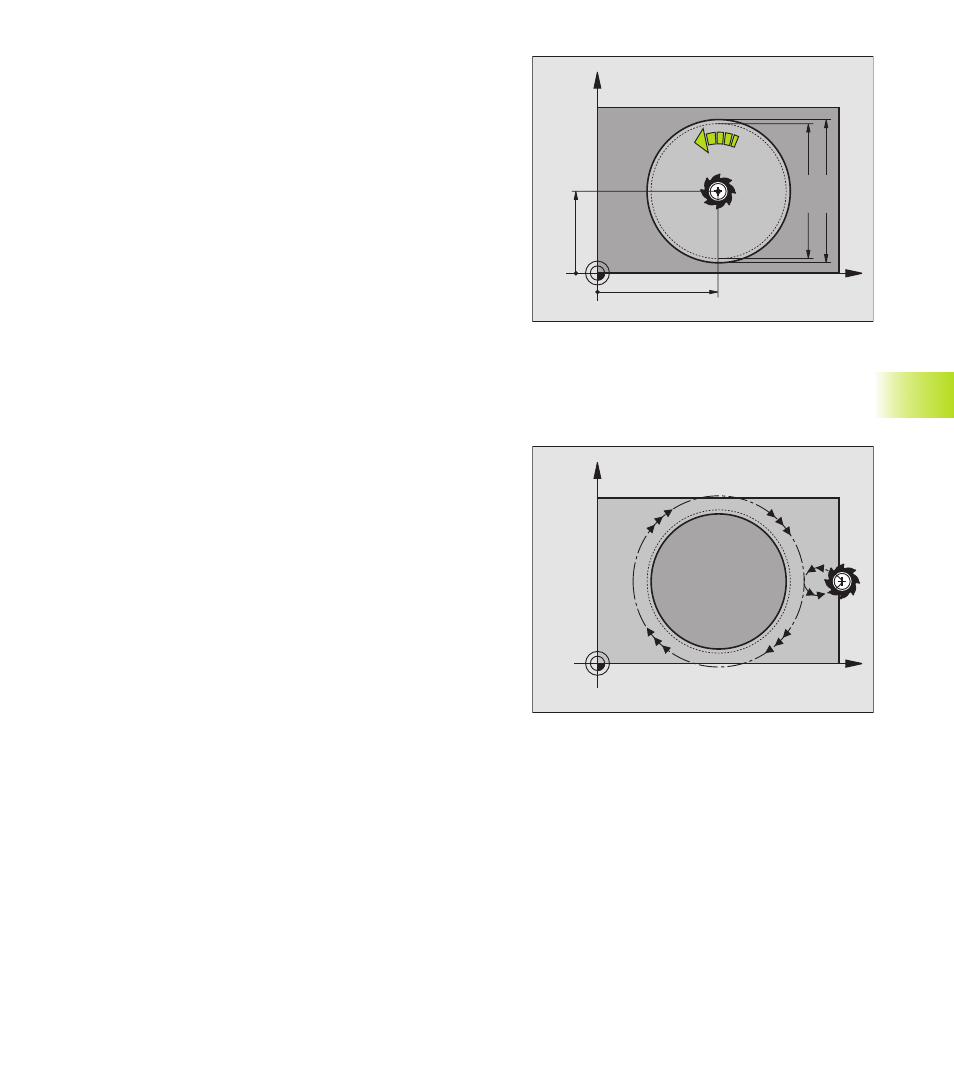
CZOP OKR GŁY OBRABIAĆ NA GOTOWO (cykl 215)
1 TNC przemieszcza narz dzie automatycznie w osi wrzeciona na
bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
bezpieczn wysokość i nast pnie na środek czopu
2 Od środka czopu narz dzie przesuwa si na płaszczyźnie
obróbki do punktu startu obróbki. Punkt startu znajduje si w
odległości wynosz cej ok. 3,5 krotn wartość promienia
narz dzia na prawo od czopu
3 Jeśli narz dzie znajduje si na 2 giej bezpiecznej wysokości,
TNC przemieszcza narz dzie na biegu szybkim FMAX na
bezpieczn wysokość i stamt d z posuwem dosuwu na
gł bokość na pierwsz gł bokość dosuwu
4 Nast pnie narz dzie przesuwa si stycznie do konturu cz ści
gotowej i frezuje współbieżnie po obwodzie
5 Nast pnie narz dzie odsuwa si stycznie od konturu do punktu
startu na płaszczyźnie obróbki
6 Ta operacja powtarza si (4 do 5), aż zostanie osi gni ta
zaprogramowana gł bokość
7 Na końcu cyklu TNC przemieszcza narz dzie z FMAX na
bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
bezpieczn wysokość i nast pnie na środek wybrania (pozycja
końcowa = pozycja startu)
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.4 Cykle dla fr
ezowania kieszeni, czopów i r
owków wpustowych