Usterki – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 237
Phoenix Software V9.76.0 Podręcznik operatora 80640H
237
10 – Diagnostyka i rozwiązywanie problemów
Usterki
Usterka powoduje kontrolowane zatrzymanie ruchu systemu CNC i wyzerowanie pozycji wszystkich osi. Jeśli usterka
występuje podczas wykonywania programu części CNC, program jest anulowany, a jego pozycja jest zerowana.
Po wystąpieniu usterki w związku z utratą pozycji programu należy przywrócić stół do pozycji wyjściowej. Wystąpienie
usterki wpływa na działanie funkcji takich jak wznowienie ostatniej części (Wznów ost część). Jeśli stół nie zostanie
przywrócony do pozycji wyjściowej, palnik wznowi pracę w nieprawidłowej pozycji na stole. Jeśli opcja przeprowadzania
powrotu do pozycji wyjściowej (Przepr powr do poz wyj) jest włączona, w momencie próby przesunięcia portalu po
wykasowaniu usterki następuje wyświetlenie okna dialogowego z komunikatem informującym o konieczności powrotu
maszyny do pozycji wyjściowej.
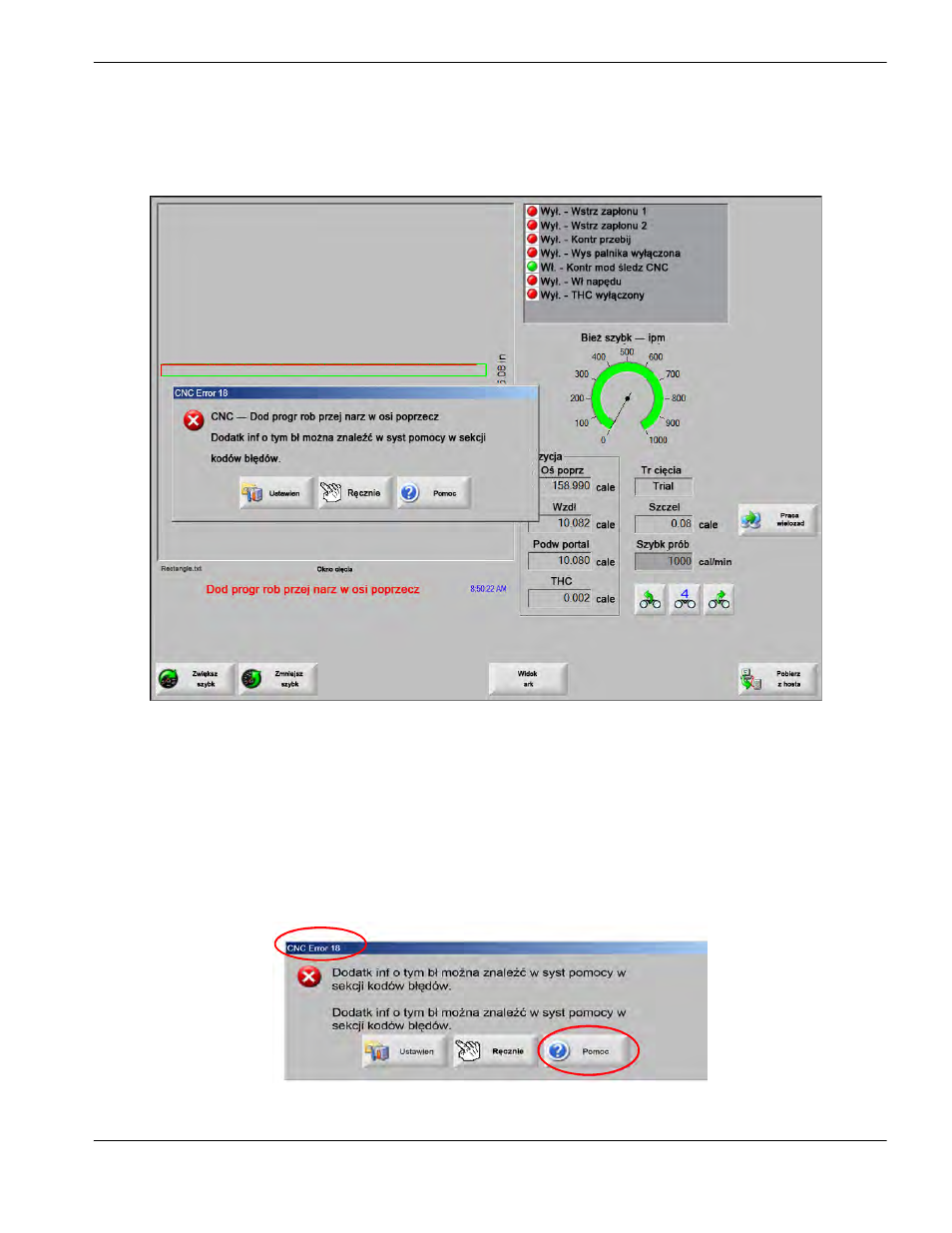
W oknie komunikatu Błąd CNC jest widoczny numer usterki i przycisk programowy Pomoc, którego naciśnięcie
powoduje wyświetlenie tematu komunikatów o błędach z systemu pomocy online. Okno komunikatu o usterce zawiera
również przycisk programowy Ustawien, którego naciśnięcie powoduje wyświetlenie ekranu ustawień, oraz przycisk
programowy Ręcznie umożliwiający wykonanie ręcznej operacji w celu wykasowania usterki.
Opisy poszczególnych usterek znajdują się w temacie
Komunikaty o usterkach.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas