Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 219
Phoenix Software V9.76.0 Podręcznik operatora 80640H
219
9 – Ustawienia kontrolera Command THC
Ustaw nap łuku Umożliwia wybranie napięcia łuku odpowiedniego do ciętego materiału.
Wysokość cięcia Umożliwia wybranie odpowiedniej odległości cięcia od płyty i ustawienie początkowej wysokości
cięcia przed aktywacją kontroli napięcia łuku.
Odległ wycofania Umożliwia wybranie odległości wycofania kontrolera wysokości palnika, gdy jest skonfigurowany tryb
częściowego wycofania.
Mnożnik przebijania Współczynnik, który po pomnożeniu przez wartość parametru Wys cięcia umożliwia ustalenie
wysokości przebijania.
Prąd utyku IHS Ustawia wymuszenie obniżenia podnośnika w celu wykrycia kontaktu palnika z płytą podczas cyklu
wykrywania wysokości początkowej. Jest to współczynnik względny z zakresu od 1 do 10. Ograniczone
wygaszanie jest używane zawsze, gdy czujnik omowy dyszy jest wyłączony.
Szybk IHS Określa szybkość obniżania podnośnika podczas cyklu wykrywania wysokości początkowej. Jest to
współczynnik względny z zakresu od 1 do 10.
Szybk powrotu Określa szybkość wycofania lub powrotu. Jest to współczynnik względny z zakresu od 1 do 10.
Kontakt omowy dyszy Jeśli do wykrywania płyty podczas cyklu wykrywania wysokości początkowej jest używany
czujnik kontaktu omowego, należy włączyć system Command THC.
Wst przepł przy IHS Aby aktywować wstępny przepływ podczas cyklu detekcji początkowej wysokości, należy wybrać
opcję Wł.
Auto wykr szczel Aby zmniejszyć możliwość upadku palnika na płytę, należy ustawić wartość Wł. Jeśli ta opcja jest
włączona, kontroler wysokości palnika wykrywa nagłe zmiany napięcia łuku podczas przekraczania ścieżki
szczeliny i blokuje ruch.
Kasuj błąd Przycisk programowy Kasuj błąd umożliwia skasowanie informacji o błędzie w module sterowania systemu
Command THC. Po naciśnięciu przycisku programowego komunikat jest wysyłany do systemu CNC
i następuje wyświetlenie opisu błędu.
Test podn Po naciśnięciu przycisku programowego Test podn podnośnik palnika jest obniżany na płytę, a następnie
wycofywany na wysokość przebijania.
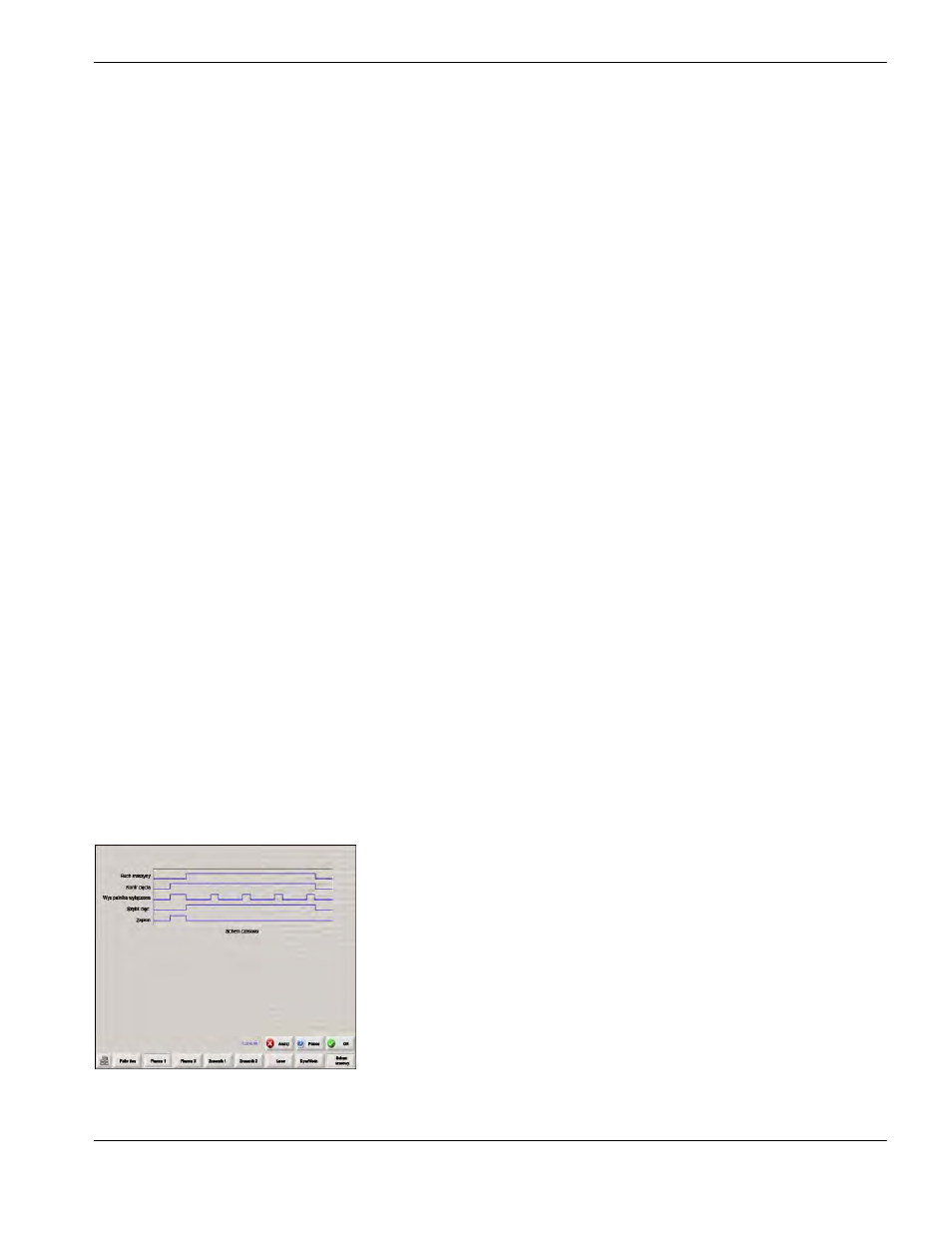
Schem czasowy Naciśnięcie przycisku Schem czasowy powoduje wyświetlenie schematu czasowego
parametrów procesu.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas