Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 114
114
Phoenix Software V9.76.0 Podręcznik operatora 80640H
5 – Cięcie części
Szybkość cięcia
Sprawdzić, czy prawidłowo dobrano materiały eksploatacyjne (sprawdzić numery części).
Procesy z niższym natężeniem prądu zapewniają zwykle lepszy kąt przecięcia i wykończenie powierzchni.
Charakteryzują się jednak niższą szybkością cięcia i większą ilością żużlu.
Czynność 3: Czy materiały eksploatacyjne nie są zużyte?
Sprawdzić materiały eksploatacyjne pod względem zużycia.
Wymienić zużyte materiały eksploatacyjne.
Należy zawsze jednocześnie wymieniać dyszę i elektrodę.
Unikać nadmiernego smarowania pierścieni uszczelniających o przekroju okrągłym.
Aby uzyskać maksymalną wydajność cięcia, należy używać oryginalnych materiałów eksploatacyjnych firmy
Hypertherm.
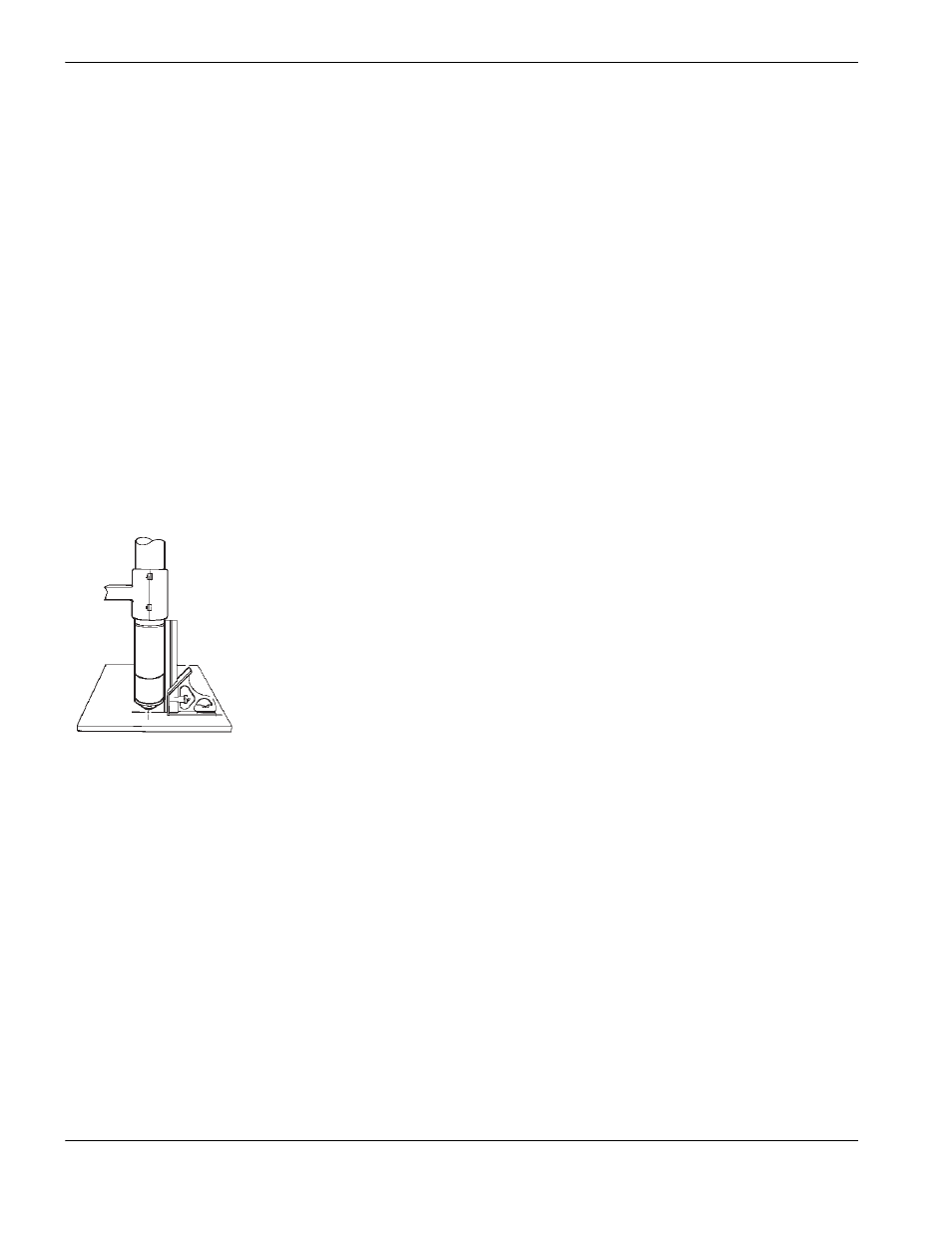
Czynność 4: Czy palnik jest ustawiony prostopadle do elementu obrabianego?
Wypoziomować element obrabiany.
Ustawić palnik prostopadle do elementu obrabianego (zarówno od przodu, jak i z boku palnika).
Sprawdzić, czy materiał nie jest wygięty ani zawinięty. W wyjątkowych przypadkach usterek tego typu nie można
skorygować.
Czynność 5: Czy ustawiono prawidłową wysokość cięcia?
Ustawić prawidłową wartość wysokości cięcia.
W przypadku korzystania z funkcji kontroli napięcia łuku ustawić prawidłowe napięcie.
Uwaga: Wraz ze stopniowym zużywaniem się materiałów eksploatacyjnych należy stale regulować ustawienia
napięcia łuku, zachowując prawidłową wysokość cięcia.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas