Komunikaty o stanie – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 212
212
Phoenix Software V9.76.0 Podręcznik operatora 80640H
8 – Kontrolery wysokości palnika
Komunikaty o stanie
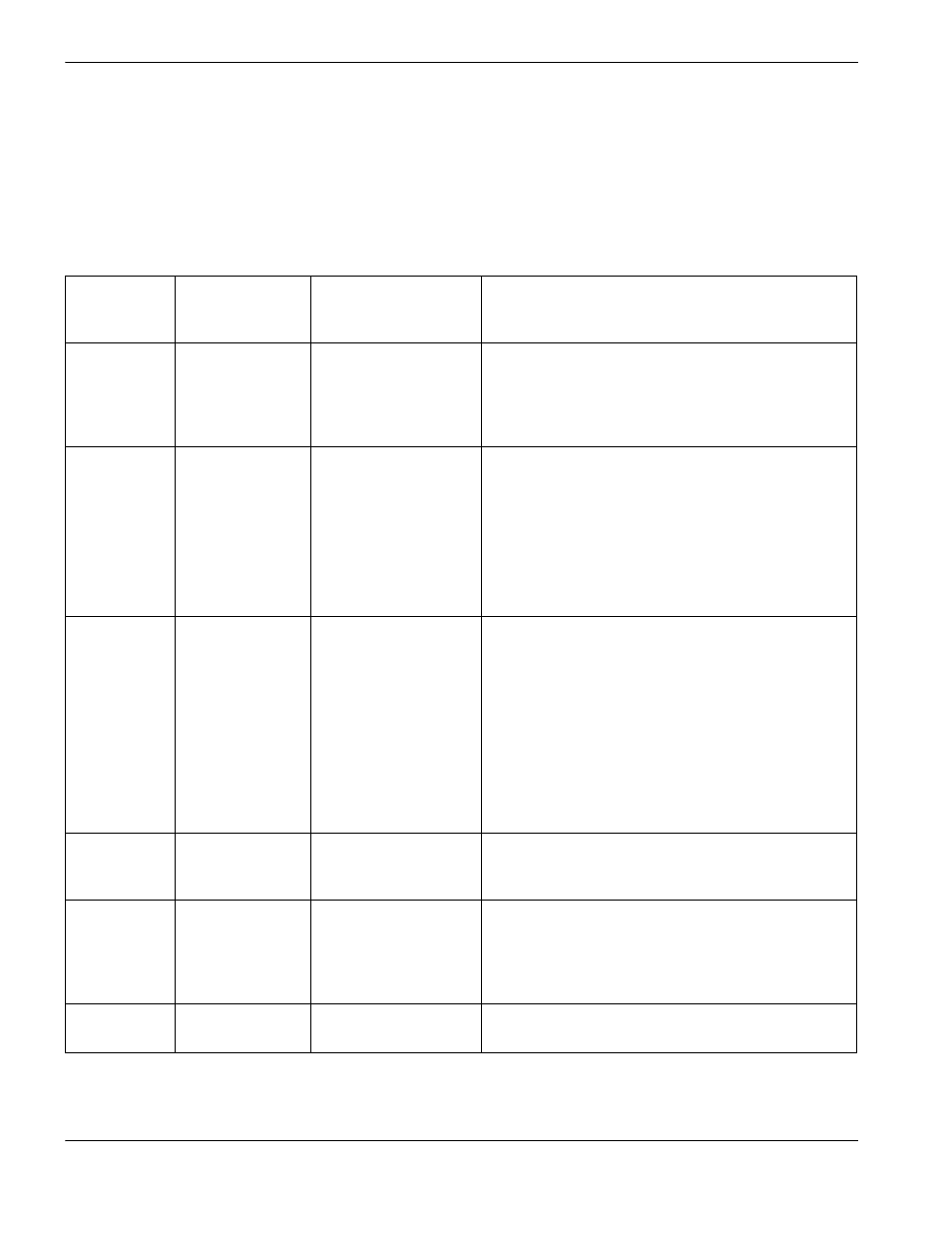
W poniższej tabeli przedstawiono komunikaty o stanie wyświetlane przez system CNC na ekranie głównym podczas
działania kontrolera wysokości palnika. Tabela zawiera również opis działania inicjowanego przez kontroler wysokości
palnika, gdy komunikat o stanie pojawi się podczas przetwarzania programu części, oraz informacje o sposobie
postępowania w przypadku zatrzymania programu części po wyświetleniu jakiegokolwiek komunikatu.
Komunikat
o stanie
Znaczenie
Wystąpienie podczas
wykonywania
programu części...
Jeśli program zatrzyma się...
Przechodz
Palnik
przemieszcza się
(przechodzi) do
następnego punktu
przebicia.
Po rozpoczęciu cyklu
i po każdym cięciu.
Brak działania
Obniż palnika
Palnik znajduje się
w punkcie
przebicia i zostało
aktywowane
wyjście jego
obniżania.
Występuje podczas
wykonywania operacji
Cięcie włączone (M07).
Komunikat o stanie jest
wyświetlany do
zakończenia wykrywania
wysokości początkowej.
Należy nacisnąć przycisk Stop, a następnie Start.
Jeśli komunikat jest stale wyświetlany, należy
sprawdzić, czy na wejściu nie występuje usterka
taka jak kolizja palnika, szybkie zatrzymanie,
wyłączenie napędu czy zdalne wstrzymanie.
Należy bez zamykania programu części
skonfigurować we/wy do wyświetlania w oknie
nadzoru Watch Window.
Oczekiw na wł
łuku
System CNC
czeka na sygnał
wejściowy
wykrywania cięcia.
Wykr cięcia to
wyjście transferu
łuku z systemu
plazmowego lub
wyjście ruchu
z kontrolera
wysokości palnika.
Występuje po
zakończeniu wykrywania
wysokości początkowej.
Należy dodać wejście wykrywania cięcia
(Wykr cięcia) do okna Nadzór.
Należy sprawdzić działanie wejścia wykrywania
cięcia w systemie CNC.
Przebij
Wyjście kontroli
przebijania jest
aktywne.
Występuje podczas
przebijania.
Brak działania
Pełzanie
Ruch z szybkością
pełzania występuje
po opóźnieniu przy
przebijaniu.
Występuje po
przekroczeniu czasu
licznika przebijania
i wskazuje miejsce
początku kodów ruchu.
Brak działania
Cięcie
Palnik porusza się
i wykonuje cięcie.
Realizacja ruchu.
Brak działania
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas