Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 176
176
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
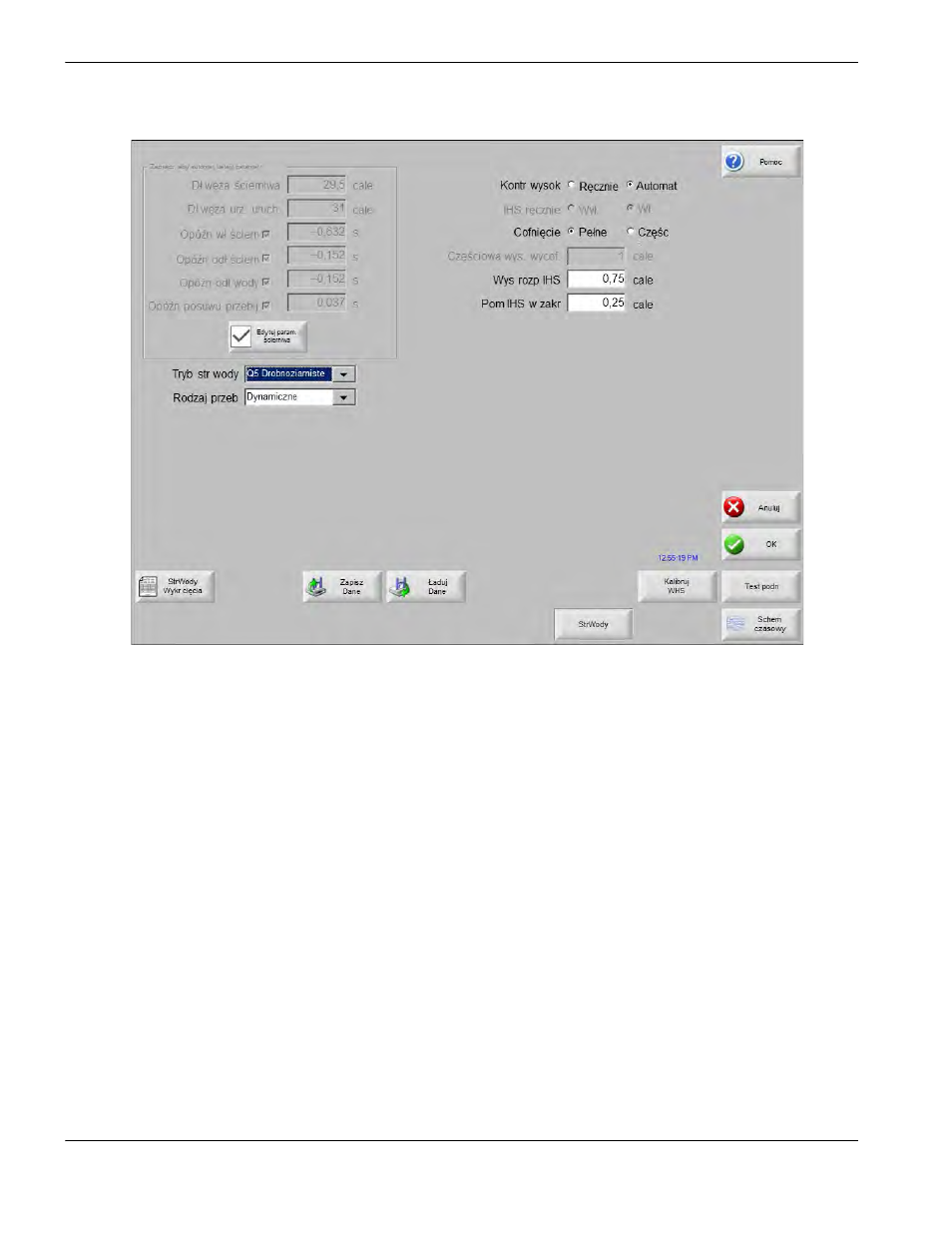
Ekran procesu strumienia wody (z czujnikiem kontroli wysokości)
Dł węża ścierniwa: Długość węża od regulatora ścierniwa do głowicy tnącej. Ta długość to jeden z czynników
używanych do obliczania opóźnienia odłączenia ścierniwa i opóźnienia włączenia ścierniwa.
Dł węża urz. uruch.: Długość węża powietrza od elektromagnesu kontroli cięcia do zaworu siłownika na głowicy tnącej.
Ta długość to jeden z czynników używanych do obliczania opóźnienia odłączenia wody.
Opóźn wł ściern: Określa czas włączenia przepływu ścierniwa przed lub po włączeniu przepływu wody. Aby rozpocząć
przepływ ścierniwa przed włączeniem przepływu wody, należy wpisać ujemną wartość parametru —
maksymalnie 1 sekunda (wartość –1). Aby rozpocząć przepływ ścierniwa po włączeniu przepływu wody,
należy wpisać dodatnią wartość parametru — maksymalnie 5 sekund. Po upływie czasu określonego
parametrem Opóźn wł ściern rozpoczyna się odliczanie opóźnienia posuwu przebijania (Opóźn posuwu
przebij).
Opóźn odł ściern: Określa czas zatrzymania przepływu ścierniwa względem czasu zakończenia cięcia (przed lub po).
Aby zatrzymać przepływ ścierniwa przed zakończeniem cięcia, należy wpisać ujemną wartość parametru —
maksymalnie 1 sekunda (wartość –1). Aby zatrzymać przepływ ścierniwa po zakończeniu cięcia, należy
wpisać dodatnią wartość parametru — maksymalnie 9,9 sekundy.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas