Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 193
Phoenix Software V9.76.0 Podręcznik operatora 80640H
193
8 – Kontrolery wysokości palnika
Odchyłki napięcia kontrolera THC są zapisywane w pliku ustawień systemu i używane z każdym zadaniem cięcia, nawet
w przypadku wczytania innego wykresu cięcia lub zmiany materiałów eksploatacyjnych. Wartość Odch napięcia THC
pozostaje stała do chwili jej zmiany na zero. Odchyłkę napięcia można wyzerować, wybierając pozycję Ustawien
w celu otwarcia ekranu cięcia, a następnie zmieniając wartość opcji Odch napięcia THC.
W systemie CNC można używać tylko jednej nastawy napięcia łuku, nawet jeśli system cięcia jest wyposażony w więcej
niż jeden palnik. Odchyłki napięcia można używać do zmiany wysokości jednego palnika w systemie wielopalnikowym,
dodając do bieżącej nastawy napięcia łuku tego palnika konkretną wartość napięcia.
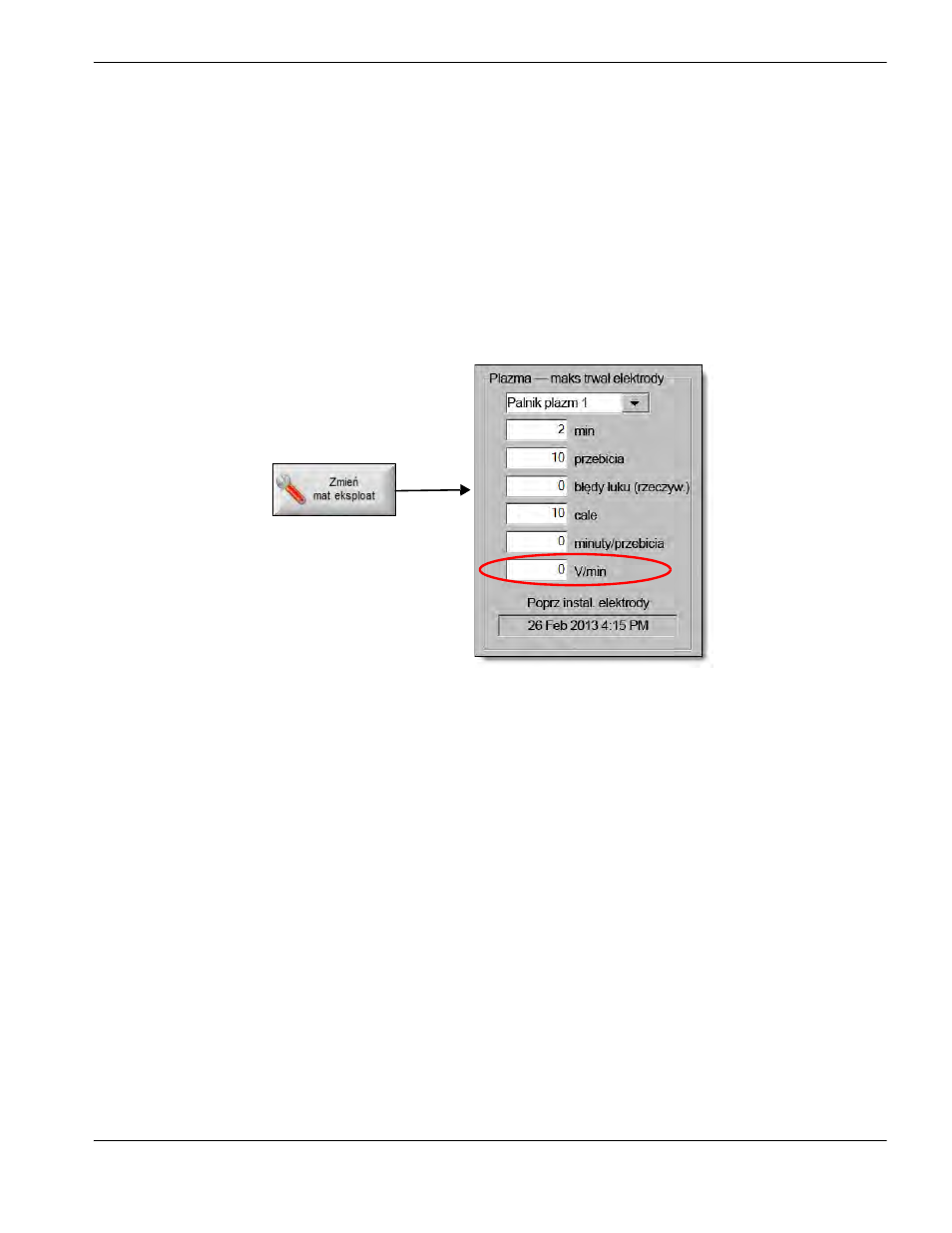
W przypadku kontrolera Sensor THC parametr Odch napięcia THC można regulować automatycznie w trybie ciągłym,
wprowadzając wartość w polu V / Minuta na ekranie Zmień mater ekspl (na ekranie głównym należy nacisnąć przycisk
programowy Zmień mater ekspl). Wprowadzana wartość zależy od historii używania materiałów eksploatacyjnych. Więcej
informacji można znaleźć w rozdziale
Zmiana materiałów eksploatacyjnych na stronie 265.
Jeśli wprowadzono wartość parametru V / Minuta, w momencie zmiany materiałów eksploatacyjnych należy wyzerować
parametr Odch napięcia THC, aby umożliwić systemowi CNC stopniowe zwiększanie odchyłki za pomocą parametru
V / Minuta. W przeciwnym razie podczas cięcia z użyciem nowych materiałów eksploatacyjnych odchyłka napięcia THC
zastosowana do parametru Ustaw nap łuku będzie zbyt duża i spowoduje ruch palnika lub problemy z jakością cięcia.
W trybie próbkowania napięcia łuku parametr V / Minuta musi być ustawiony na 0.
Przyciski programowe zwiększania i zmniejszania napięcia
Po rozpoczęciu cięcia w trybie automatycznym na ekranie głównym systemu CNC są wyświetlane przyciski programowe
Zwiększ nap łuku oraz Zmniejsz nap łuku. Umożliwiają one zmianę napięcia łuku w czasie cięcia.
W przypadku kontrolera ArcGlide THC każde naciśnięcie przycisku zwiększa i zmniejsza wartość parametru Odch
napięcia THC o 0,5 V.
W przypadku kontrolera Sensor THC każde naciśnięcie przycisku zwiększa i zmniejsza wartość parametru Ustaw nap
łuku o 0,5 V.
Czasami parametry odchyłki napięcia i nastawy napięcia łuku zmieniają się o więcej niż 0,5 V. Zależy to od czasu
przyciśnięcia przycisku.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas