Proces znakowania, Ekrany procesów znacznik 1 i znacznik 2 – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 148
148
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
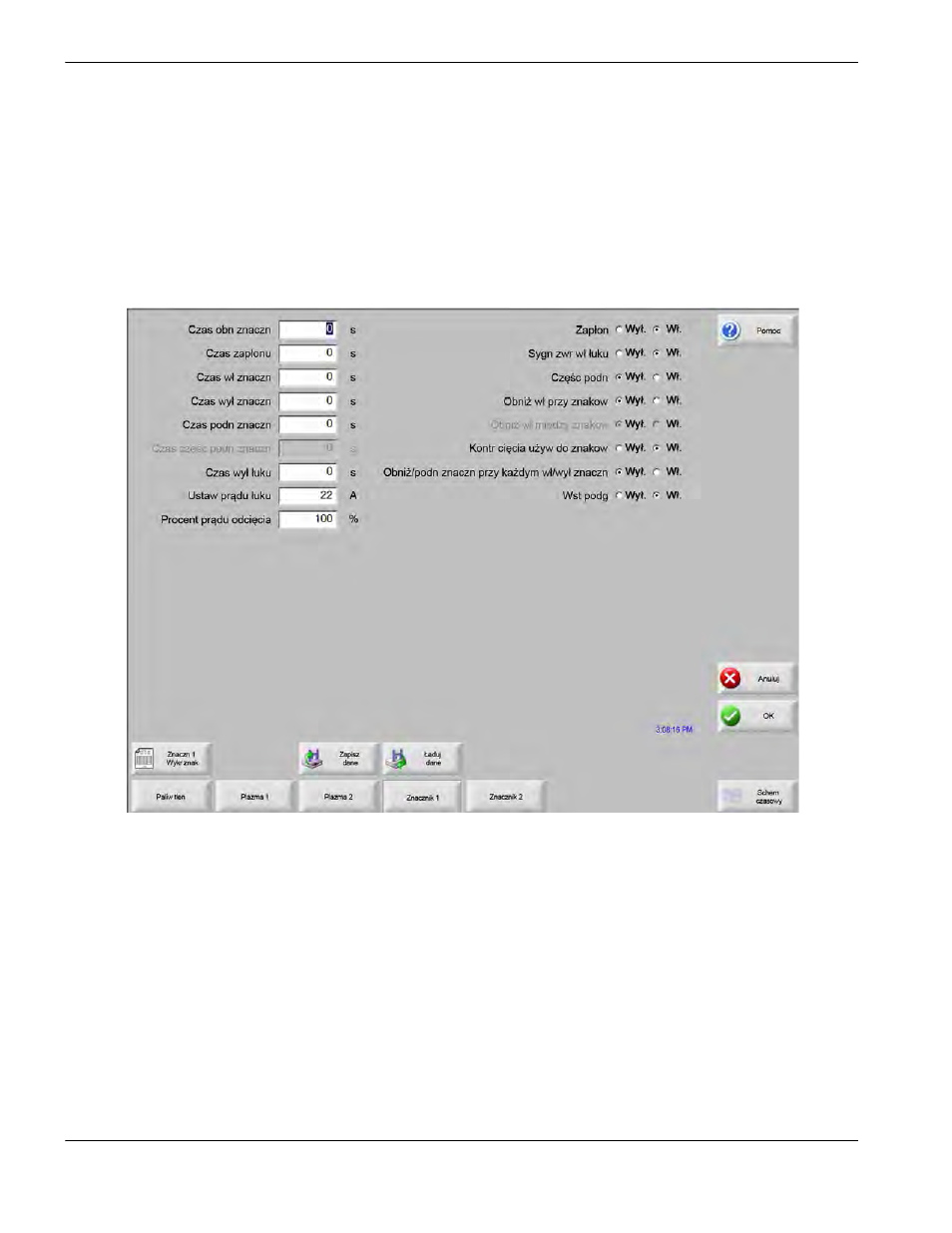
Proces znakowania
Ekrany procesów Znacznik 1 i Znacznik 2
W systemie CNC są obsługiwane maksymalnie dwa procesy znakowania systemem tnącym. Narzędzie do znakowania
jest zwykle zainstalowane na stole cięcia obok innego narzędzia tnącego.
Na poniższym ekranie są widoczne ustawienia procesu Znacznik 1. Aby otworzyć ten ekran, na ekranie głównym należy
wybrać pozycje Ustawien > Proces > Znacznik 1 lub Znacznik 2.
Na ekranach procesów Znacznik 1 i Znacznik 2 są dostępne różne opcje zależne od typu używanego kontrolera
wysokości palnika.
W przypadku używania kontrolera wysokości palnika firmy innej niż Hypertherm ekrany procesów Znacznik 1
i Znacznik 2 wyglądają tak jak pokazany wyżej. Na tych ekranach znajdują się różne liczniki używane do kontrolowania
wyjść oraz ruchu podnośnika. Liczniki oraz ruch są rozpoczynane po odczytaniu przez system CNC kodu M09 lub M13
w programie części.
Informacje o ekranie procesu dotyczącym kontrolerów wysokości palnika Hypertherm można znaleźć w rozdziale
Kontrolery wysokości palnika na stronie 187.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas