Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 183
Phoenix Software V9.76.0 Podręcznik operatora 80640H
183
7 – Procesy cięcia i wykresy cięcia
Rodzaj przeb: Można wybrać spośród następujących technik przebijania ruchomego: dynamiczne, okrągłe
i z przemieszczeniem; albo wybrać przebijanie stacjonarne. Ten typ przebijania jest stosowany do
wszystkich cięć w programie części. W przypadku przebijania dynamicznego materiał jest przecinany
znacznie szybciej, ponieważ ruch maszyny powoduje oczyszczenie miejsca cięcia ze ścierniwa i resztek
materiału. Więcej informacji o poszczególnych typach przebijania można znaleźć w temacie
strumieniem wody na stronie 171.
Czas przebij: Określa czas, przez jaki jest używany wybrany typ przebijania. Odliczanie czasu przebijania rozpoczyna się
od momentu wykonania przez system CNC kodu M07 (aktywacja cięcia) w programie części oraz momentu
upływu czasu odliczanego przez liczniki opóźnienia przepływu ścierniwa i opóźnienia posuwu przebijania.
Szybk przeb: Określa szybkość przebijania ruchomego: dynamiczne, po okręgu i z przemieszczaniem.
Szybkość przebijania jest zwykle znacznie mniejsza niż szybkość cięcia.
Przesun przebij: Określa średnicę okręgu przy przebijaniu po okręgu lub długość segmentu przebijania
z przemieszczaniem.
Przebijanie niskociśn: Określa ciśnienie strumienia wody używanego do przebijania. W przypadku parametru
Przebijanie niskociśn niskie ciśnienie cięcia może być używane w całym procesie przebijania lub tylko w jego
części. Niskiego ciśnienia przebijania można używać z dowolnym typem przebijania. Niskie ciśnienie (zwykle
równe około 25% ciśnienia cięcia) jest używane w systemie przez czas określony parametrem Czas przebij
niskociśn. Gdy parametr Przebijanie niskociśn jest ustawiony na WŁ., system CNC aktywuje wyjście
przebijania niskociśnieniowego na czas określony parametrem Czas przebij niskociśn.
Parametru Przebijanie niskociśn należy używać do cięcia elementów obrabianych z powłoką, na przykład
luster, w których przypadku metal jest pokryty szklaną powłoką. W takiej sytuacji system może ciąć szkło
przy mniejszym ciśnieniu, a następnie przebić metal przy zadanym ciśnieniu cięcia.
Aby system CNC mógł wysłać dane o ustawionym niskim ciśnieniu przebijania,
pompa musi być wyposażona w elektroniczny proporcjonalny regulator ciśnienia.
Jeśli pompa jest wyposażona w podwójny ręczny regulator ciśnienia, wtedy parametr
Ciśn cięcia informuje o zalecanej wartości, którą należy ręcznie ustawić na pompie.
Więcej informacji można znaleźć w podręczniku operatora pompy.
Czas przebij niskociśn.: Ten licznik jest włączany jednocześnie z licznikiem czasu przebijania. Odlicza czas, przez jaki
pompa tłoczy wodę pod niskim ciśnieniem przebijania.
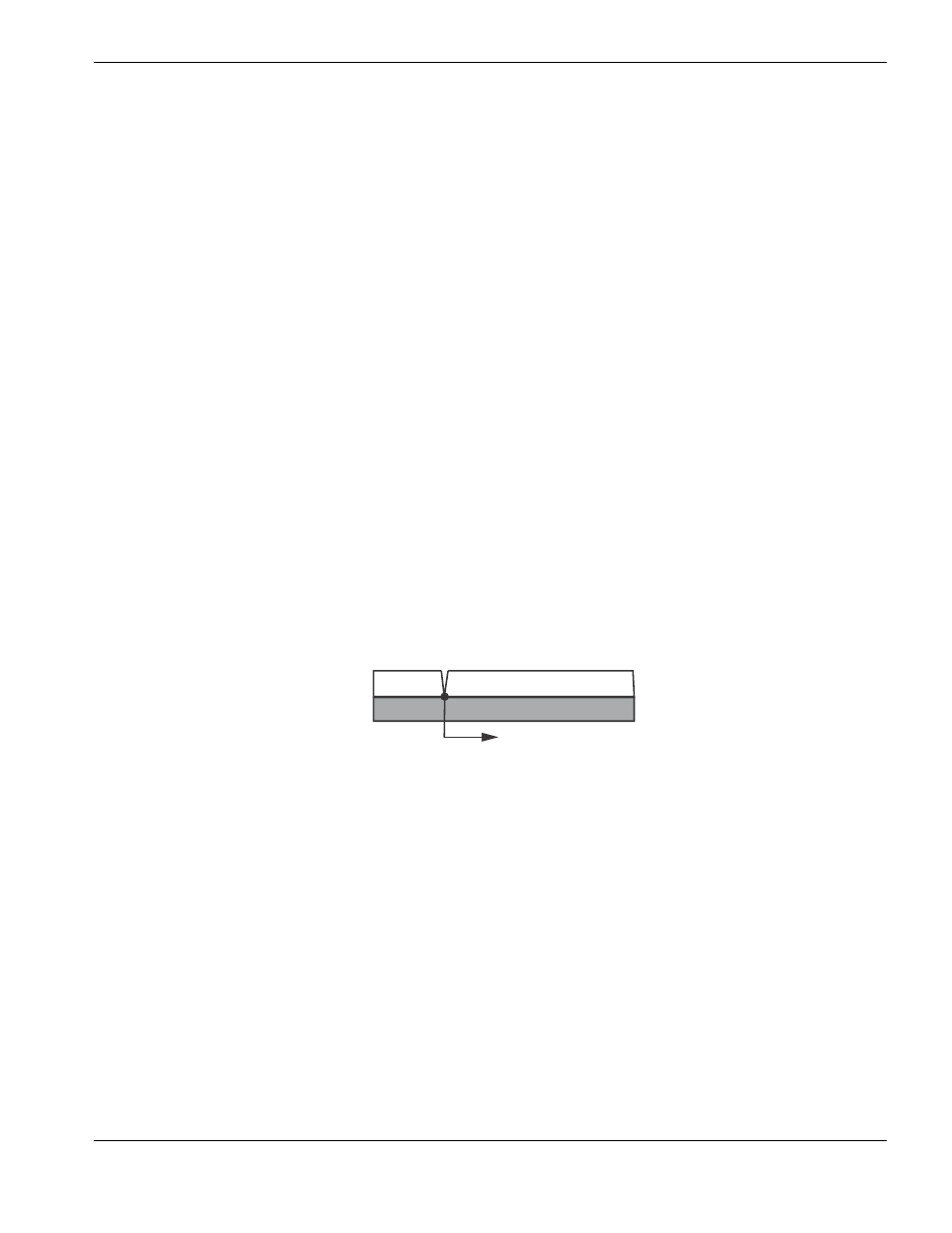
Parametru Przebijanie niskociśn
należy używać do przecinania
górnej warstwy (szkło)
Przebijanie jest kontynuowane przez
dolną warstwę (metal) przy zadanym
ciśnieniu cięcia.
Kierunek cięcia
Widok z boku na materiał
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas