Stan / kod programu – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 126
126
Phoenix Software V9.76.0 Podręcznik operatora 80640H
6 – Ustawienia ekranu cięcia i okna nadzoru Watch Window
Grubość materiału Zmiana sposobu wyświetlania grubości materiału na ekranach wykresów cięcia między formatem ze
średnicą i ułamkiem oraz formatem dziesiętnym. W systemie CNC do wyświetlania tej opcji muszą być
używane jednostki imperialne.
Zmień na jednostki imperialne/metryczne Zmiana wszystkich jednostek z imperialnych na metryczne lub
z metrycznych na imperialne w całym oprogramowaniu Phoenix. Zmiana jest stosowana niezwłocznie po
wybraniu przycisku programowego, jednak zamykając ekran ustawień, należy wybrać opcję Zapisz zmiany.
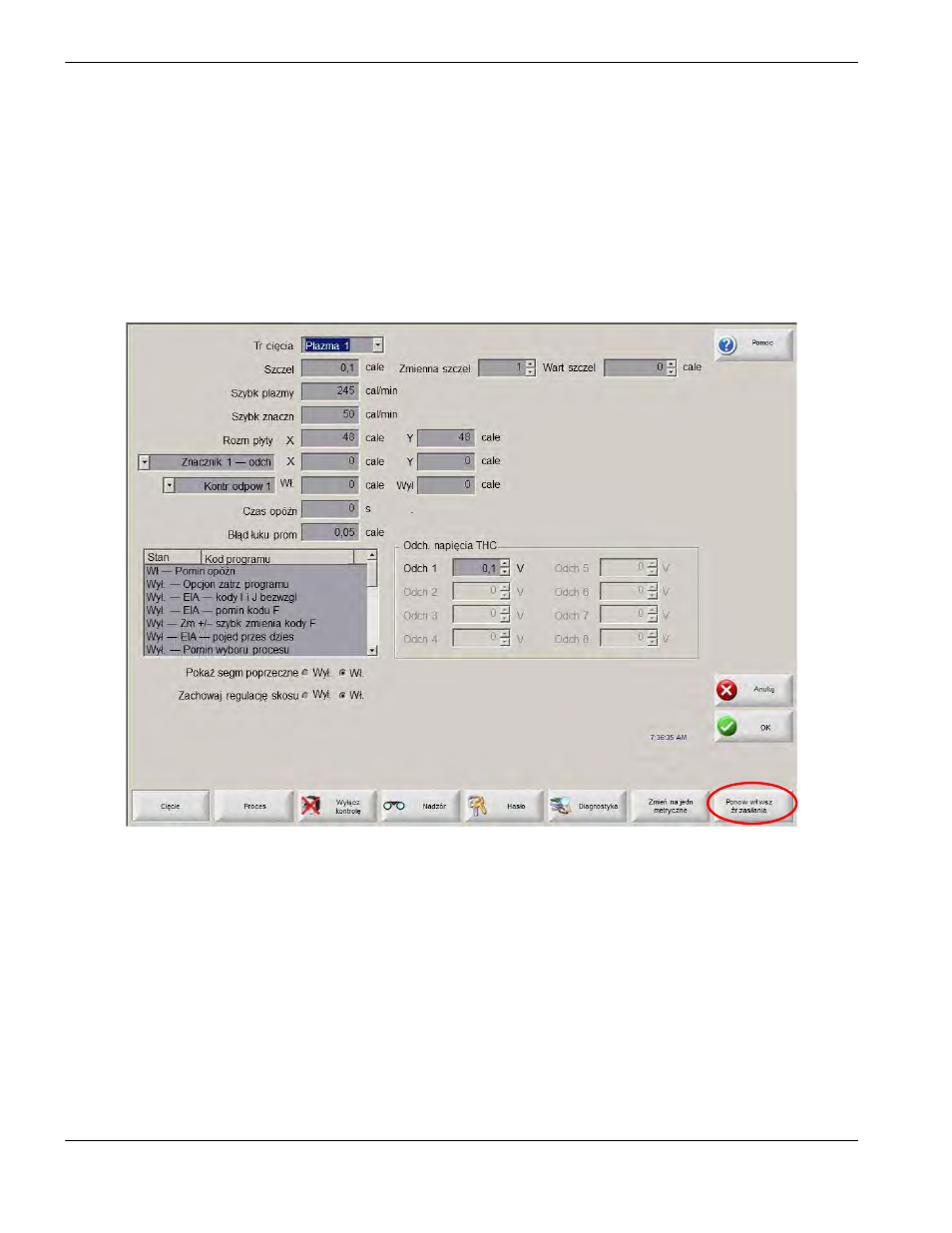
Ponow wł wsz źr zasilania Naciśnięcie tego przycisku programowego powoduje ponowne włączenie wszystkich
wyłączonych zasilaczy HD4070 lub HPR z automatyczną konsolą gazu. Ten przycisk jest dostępny tylko
wtedy, gdy wyłączono zasilanie.
Stan / Kod programu
Pomin opóźn Gdy ten parametr jest włączony, osadzone kody
wartości X opóźnienia zatrzymania G04 w programie
RS-274D zastępują czas opóźnienia zatrzymania wprowadzony przez operatora.
Opcjon zatrz programu Umożliwia ręczne wprowadzenie kodu M01 opcjonalnego zatrzymania programu w bieżącym
programie części. Jeśli ten parametr jest włączony, kod M01 działa tak samo jak kod M00. Jeśli ten parametr
jest wyłączony, kod M01 jest ignorowany.
Kody EAI I oraz J Służą do wybierania bezwzględnego lub przyrostowego trybu programowania RS274D. W trybie
przyrostowym wszystkie odchyłki X, Y, I oraz J są względne w odniesieniu do bieżącego bloku. W trybie
bezwzględnym wszystkie odchyłki X, Y, I oraz J są względne w odniesieniu do bezwzględnego punktu
bazowego, chyba że zostaną zmienione za pomocą kodu programu G92 (zastosuj wstępne ustawienia osi).
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas