Pozycje wyjściowe osi – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 105
Phoenix Software V9.76.0 Podręcznik operatora 80640H
105
5 – Cięcie części
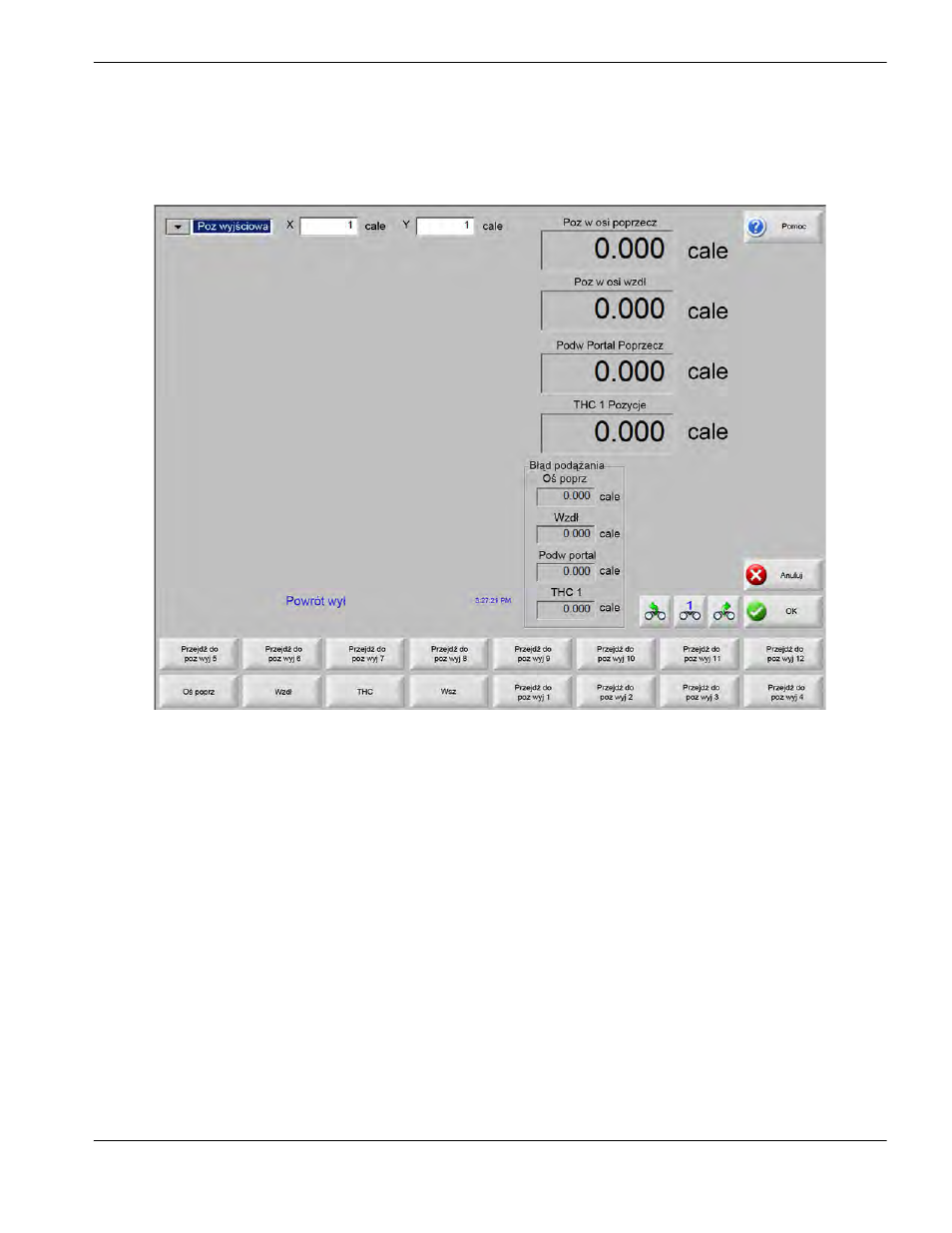
Pozycje wyjściowe osi
Na ekranie pozycji wyjściowych można ustawiać pozycje wyjściowe dotyczące poszczególnych osi lub wszystkich osi.
Dodatkowo osie poprzeczne i wzdłużne można wysłać do jednej z 12 zaprogramowanych zmiennych pozycji wyjściowych.
Funkcja pozycji wyjściowej ustawia na stole cięcia znane, bezwzględne położenie rzeczywistej lokalizacji używane jako
punkt odniesienia w przypadku przyszłych ręcznych przesunięć do pozycji wejściowej i innych poleceń ruchu. Ustawienie
to jest zwykle wykonywane przez aktywację przełącznika pozycji wyjściowej na odpowiedniej osi, co powoduje ustalenie
znanej rzeczywistej lokalizacji.
Gdy w systemie CNC jest wprowadzone polecenie powrotu, następuje rozpoczęcie przesuwania osi w kierunku
przełączników pozycji wyjściowej z dużą szybkością. Po aktywacji przełączników ruch zostaje zatrzymany, a oś przesuwa
się w przeciwnym kierunku z szybkością wolnego powrotu.
Po dezaktywacji przełącznika pozycja jest rejestrowana w systemie CNC i stanowi bezwzględny punkt odniesienia
dotyczący przyszłych poleceń ruchu.
Oś poprz Naciśnięcie przycisku Oś poprz powoduje zainicjowanie automatycznej procedury powrotu. Ta procedura
powoduje ruch maszyny w osi poprzecznej zgodnie z parametrami powrotu skonfigurowanymi
w ustawieniach.
Wzdł Naciśnięcie przycisku Wzdł powoduje zainicjowanie automatycznej procedury powrotu. Ta procedura powoduje
ruch maszyny w osi wzdłużnej zgodnie z parametrami powrotu skonfigurowanymi w ustawieniach.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas