Tryby automatyczne, Tryb z próbkowanym napięciem łuku – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 189
Phoenix Software V9.76.0 Podręcznik operatora 80640H
189
8 – Kontrolery wysokości palnika
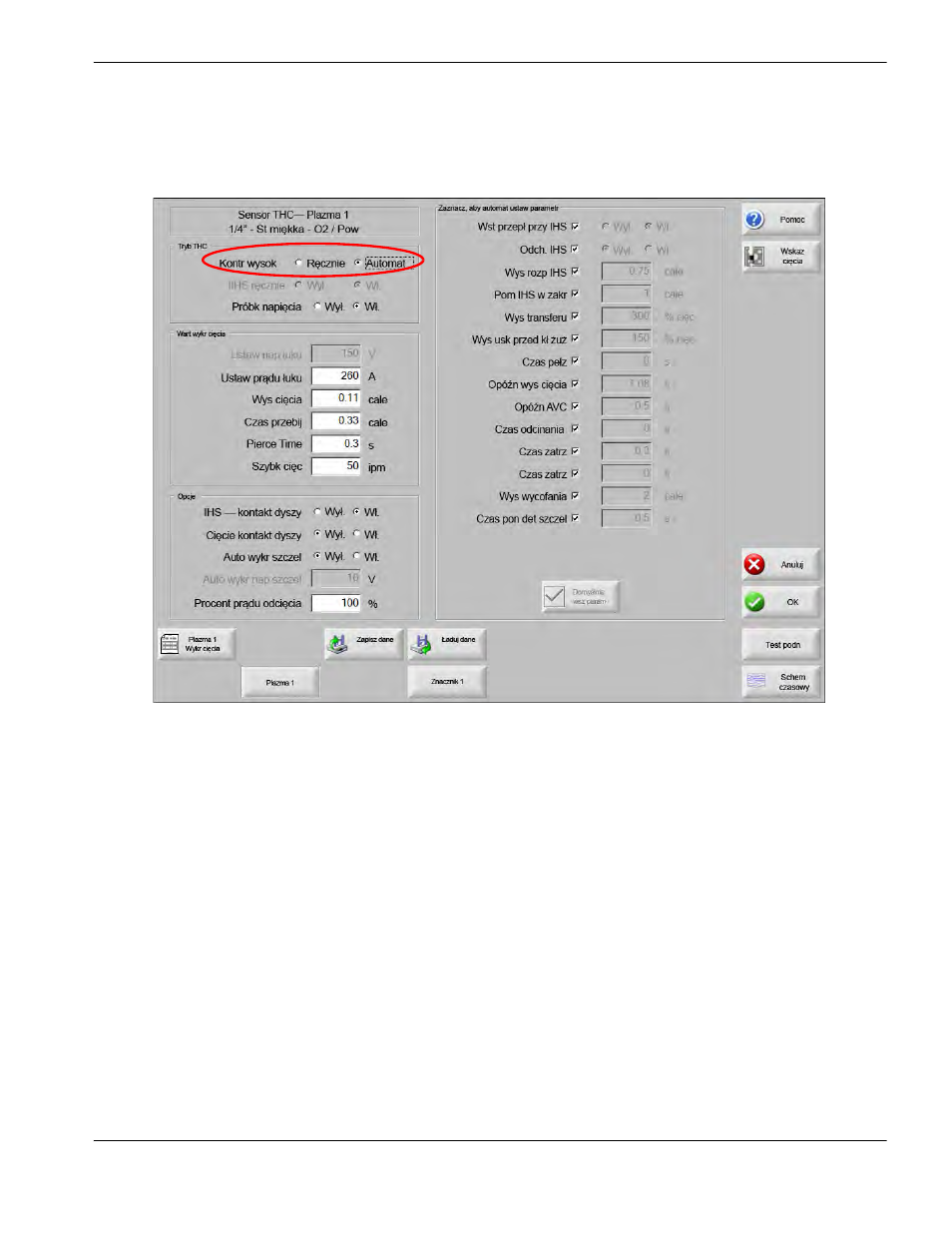
Tryby pracy kontrolera wysokości palnika ArcGlide THC i Sensor THC
Należy wybrać pozycje Ustawien > Proces i wybrać tryb działania na ekranie procesu plazmy. W przypadku kontrolera
Sensor THC wybranie trybu automatycznego i ręcznego daje te same rezultaty.
Tryby automatyczne
We wszystkich trybach automatycznych kontroler THC wykonuje wykrywanie wysokości początkowej (patrz strona 194),
a następnie cofa się na wysokość transferu. Po zapłonie palnika łuk plazmowy jest przenoszony na element obrabiany,
a palnik przesuwa się na wysokość przebijania przez czas określony parametrem Czas przebij. W tym czasie kontroler
wysokości palnika jest wyłączony, a system CNC nie śledzi napięcia łuku. Po upływie czasu przebijania rozpoczyna się
ruch. System CNC rozpoczyna śledzenie napięcia łuku po upływie opóźnienia automatycznej kontroli napięcia (AVC,
Automatic Voltage Control) oraz zrównaniu się szybkości cięcia z szybkością ustawioną w programie.
Tryb z próbkowanym napięciem łuku
Trybu próbkowanego napięcia łuku należy używać zawsze wtedy, gdy to możliwe, gdyż zapewnia spójną jakość cięcia
w całym okresie trwałości materiałów eksploatacyjnych. Gdy rozpoczyna się cięcie, system CNC pobiera kilka próbek
napięcia łuku i uśrednia je. Następnie jako wartości parametru Ustaw nap łuku używa średniej wartości tych próbek, a nie
wartości skonfigurowanej na ekranie Proces, i porównuje ją z rzeczywistym napięciem łuku. Jeśli rzeczywiste napięcie jest
większe niż wartość próbkowana, palnik przesuwa się w dół. Jeśli rzeczywiste napięcie łuku jest mniejsze niż wartość
próbkowana, palnik przesuwa się w górę.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas