Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 196
19
6
Ph
oe
nix
So
ftw
are
V9.
7
6.0
P
o
dręcznik operatora
8
0
6
4
0
H
8
–
Kontrolery wysokości palnika
22
1
2
3
4
5
6
7
8
10
11
12 13
15
16
17
18
19
20
21
24
25
26
27
23
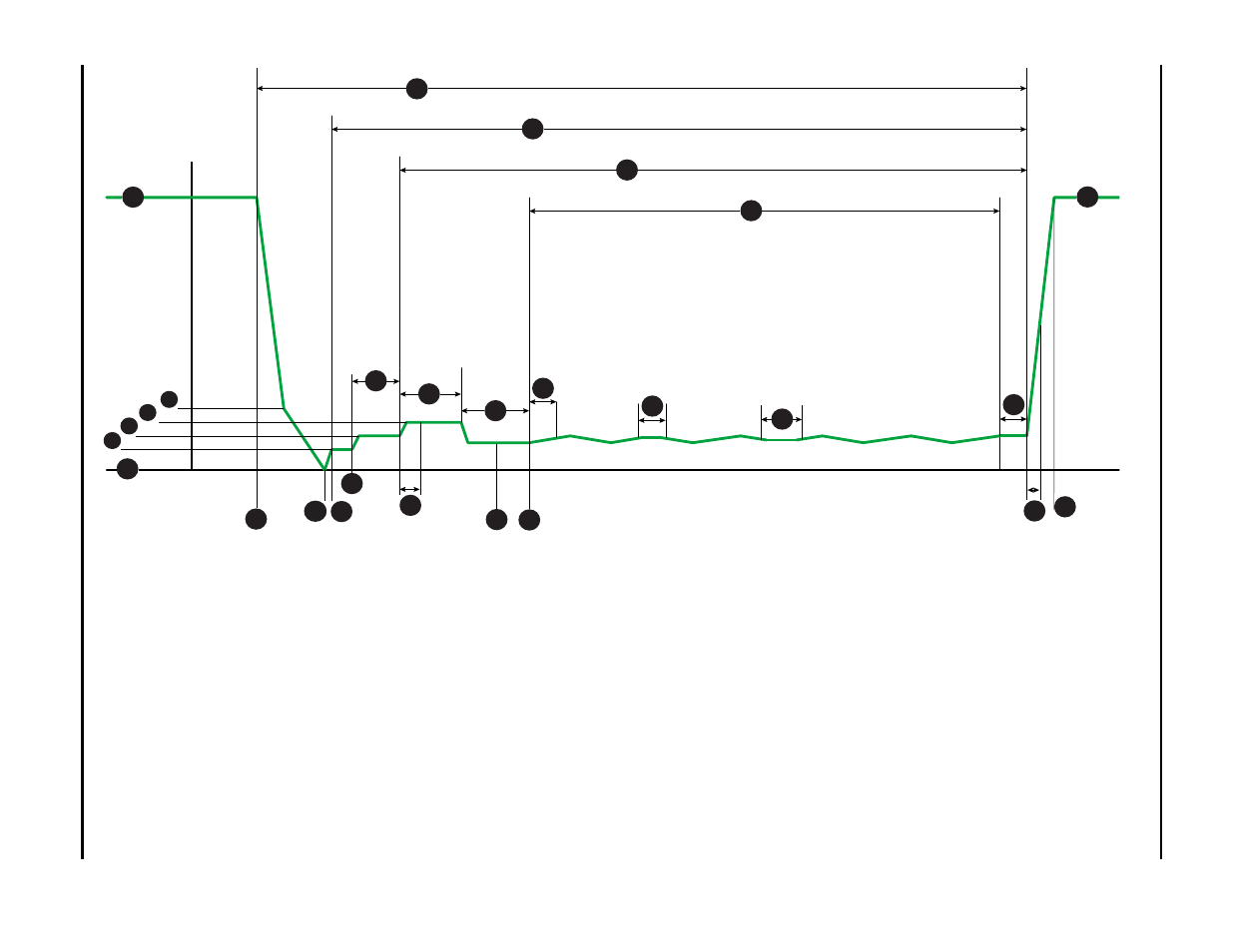
1
Ścieżka palnika
2
Wysokość początkowa
wykrywania wysokości
początkowej
3
Wysokość uskoku przed
kłębami żużlu
4
Wysokość przebijania
5
Wysokość transferu
6
Element obrabiany
7
Rozpoczęcie cyklu CNC
(kontrola cięcia)
8
Dotknięcie końcówką
9
Start plazmy
10 Transfer łuku
11 Czas pełzania
12 Wysokość cięcia
13 Rozpoczęcie AVC
14 Czas zatrzymania
15 Cofnięcie zakończone
16 Opóźnienie przy przebijaniu
17 Opóźnienie wysokości cięcia
18 Opóźnienie AVC
19 Próbkowanie AVC
20 Automatyczne wykrywanie
szczeliny
21 Wysokość palnika wyłączona
22 Czas odcinania
23 Aktywna kontrola cięcia CNC
24 Palnik plazmowy aktywny
25 Ruch cięcia w osi X/Y
26 Automatyczna kontrola
napięcia aktywna
27 Wysokość wycofania
Sekwencja kontroli wysokości palnika w automatycznym trybie działania
9
14
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas