Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 190
190
Phoenix Software V9.76.0 Podręcznik operatora 80640H
8 – Kontrolery wysokości palnika
Zaletą trybu próbkowania napięcia łuku jest fakt, że próbka napięcia jest obliczana na podstawie wielu pomiarów
rzeczywistego napięcia łuku w stabilnych warunkach cięcia przy prawidłowej szybkości i wysokości cięcia podczas
aktywnego procesu cięcia. Operator nie musi zmieniać nastawy napięcia łuku w miarę zużywania się materiałów
eksploatacyjnych, ponieważ system CNC stale oblicza próbki napięcia każdej zaprogramowanej operacji cięcia
i automatycznie koryguje wysokość cięcia w celu uzyskania idealnej wysokości w całym okresie trwałości materiałów
eksploatacyjnych.
Aby włączyć tryb próbkowania napięcia łuku, należy wybrać poniższe opcje na ekranie procesu plazmy. Te opcje są
identyczne, jak w kontrolerze Sensor THC.
W przypadku nagłej zmiany próbki napięcia łuku system CNC zatrzymuje cięcie i wyświetla ostrzeżenie. Rozważmy
przykład, w którym średnia wartość próbek jest równa 100 V, a kolejna próbka zarejestrowana przez system CNC to
115 V. Przyrost 15 V wskazuje, że łuk może być zakłócany przez materiał lub żużel. System CNC zatrzymuje pracę
i umożliwia usunięcie problemu. Cięcie można wznowić przyciskiem Start.
1
2
3
4
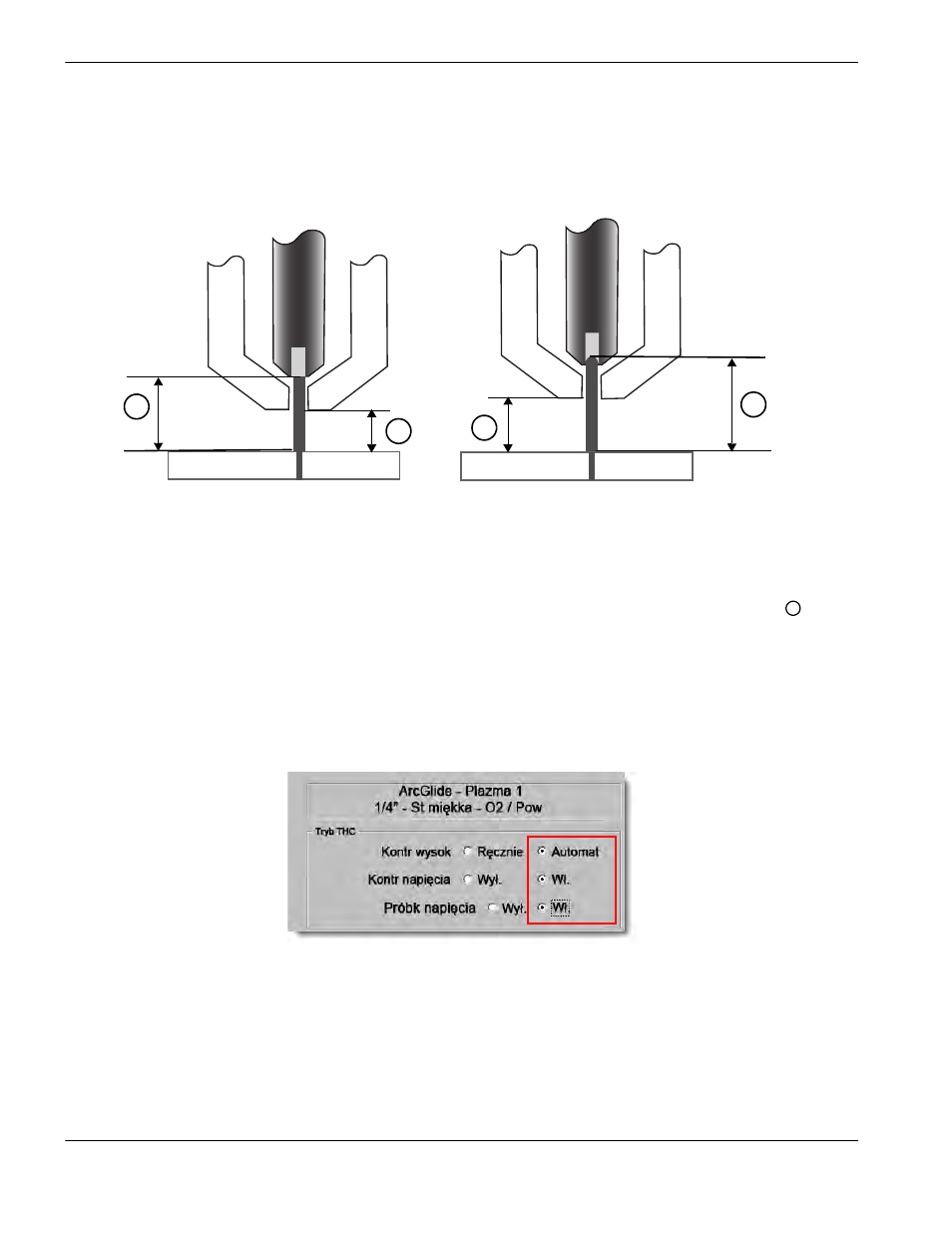
1
Łuk plazmowy nowej elektrody
2
Wysokość cięcia z wykresu cięcia
3
Łuk plazmowy wydłuża się w miarę zużycia
elektrody, a napięcie łuku zwiększa się.
4
Gdy wysokość cięcia zwiększa się z powodu
zużycia elektrody, system CNC obniża palnik, aby
zachować odpowiednią wysokość cięcia
. Jeśli
tryb próbkowania napięcia łuku nie jest używany,
palnik stale zbliża się do elementu obrabianego
w miarę zużycia elektrody.
2
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas