Wykresy cięcia dotyczące znakowania – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 150
150
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
Obniż wł między znakow: Powoduje wymuszenie utrzymywania aktywnego stanu wyjścia obniżania palnika podczas
przechodzenia między segmentami znakowania.
Kontr cięcia używ do znakow: System CNC używa wyjścia kontroli cięcia do aktywacji narzędzia do znakowania.
Ustawienie tego parametru na Wł. oznacza, że jest używane wyjście wykrywania cięcia. Ustawienie tego
parametru na Wył. oznacza, że jest używane wyjście wykrywania znakowania.
Obniż/podn znaczn przy każdym wł/wył znaczn: Włączenie/wyłączenie znacznika odnosi się do następujących
kodów programu części:
M09 Wł znacznika 1 oraz M10 Wył znacznika 1
M13 Wł znacznika 2 oraz M14 Wył znacznika 2
Gdy system CNC odczyta kod M09 w programie części, aktywuje wyjście obniżania palnika, a następnie
w momencie odczytania kodu M10 aktywuje wyjście podnoszenia palnika.
Wst podg: Podczas znakowania plazmą należy wyłączyć parametr wstępnego podgrzewania. To wyjście jest zwykle
używane ze znacznikami paliwowo-tlenowymi oraz cynkowymi.
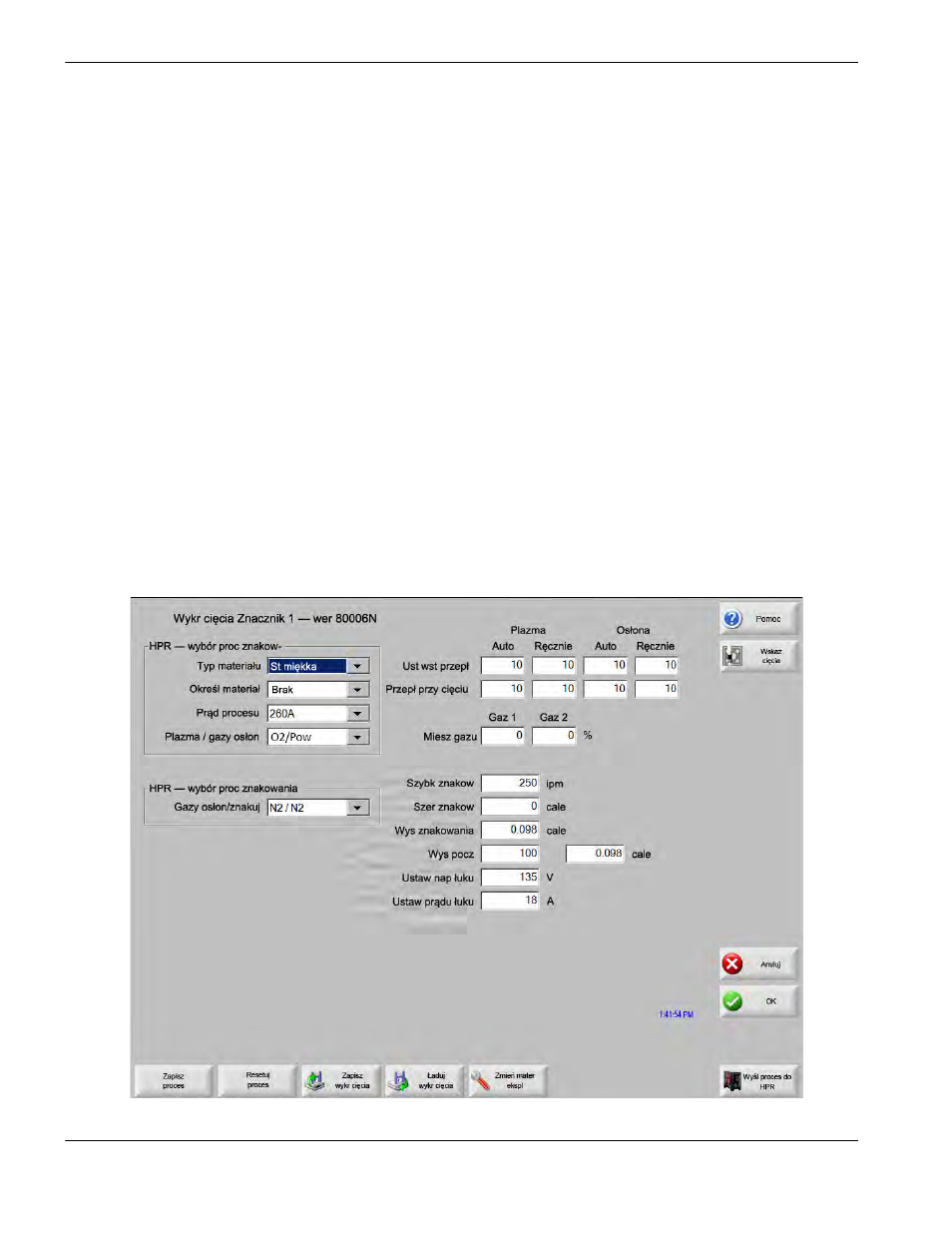
Wykresy cięcia dotyczące znakowania
W systemie CNC są dostępne wykresy cięcia dotyczące znakowania, przeznaczone do zasilaczy plazmy i systemów
ArcWriter wymienionych na ekranie konfiguracji stacji.
W niektórych systemach plazmowych znakowanie nie jest obsługiwane.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas