Ustawianie przebijania stopniowego – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 164
164
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
Min moc w narożniku: Ten parametr definiuje minimalną moc lasera, jaką może zadać system CNC podczas cięcia
w narożniku. Jest on określany jako wartość procentowa wybranej mocy (w watach).
Ustawianie przebijania stopniowego.
Wykres cięcia laserem światłowodowym zawiera informacje o cyklu przebijania wielostopniowego. Dzięki przebijaniu
stopniowemu laser może tworzyć w grubych materiałach przebicia o mniejszej średnicy. Przebijanie stopniowe można
skonfigurować w systemie CNC wyłącznie za pomocą wykresu cięcia. Do wybrania cyklu przebijania stopniowego nie
można używać kodu procesu G59. Wartości przebijania stopniowego podane na wykresie cięcia dotyczą materiałów
o grubości co najmniej 11 mm.
Aby skonfigurować cykl przebijania stopniowego, należy wykonać poniższe czynności:
1. Aby otworzyć ekran procesu lasera światłowodowego, należy wybrać pozycje Ustawien > Proces.
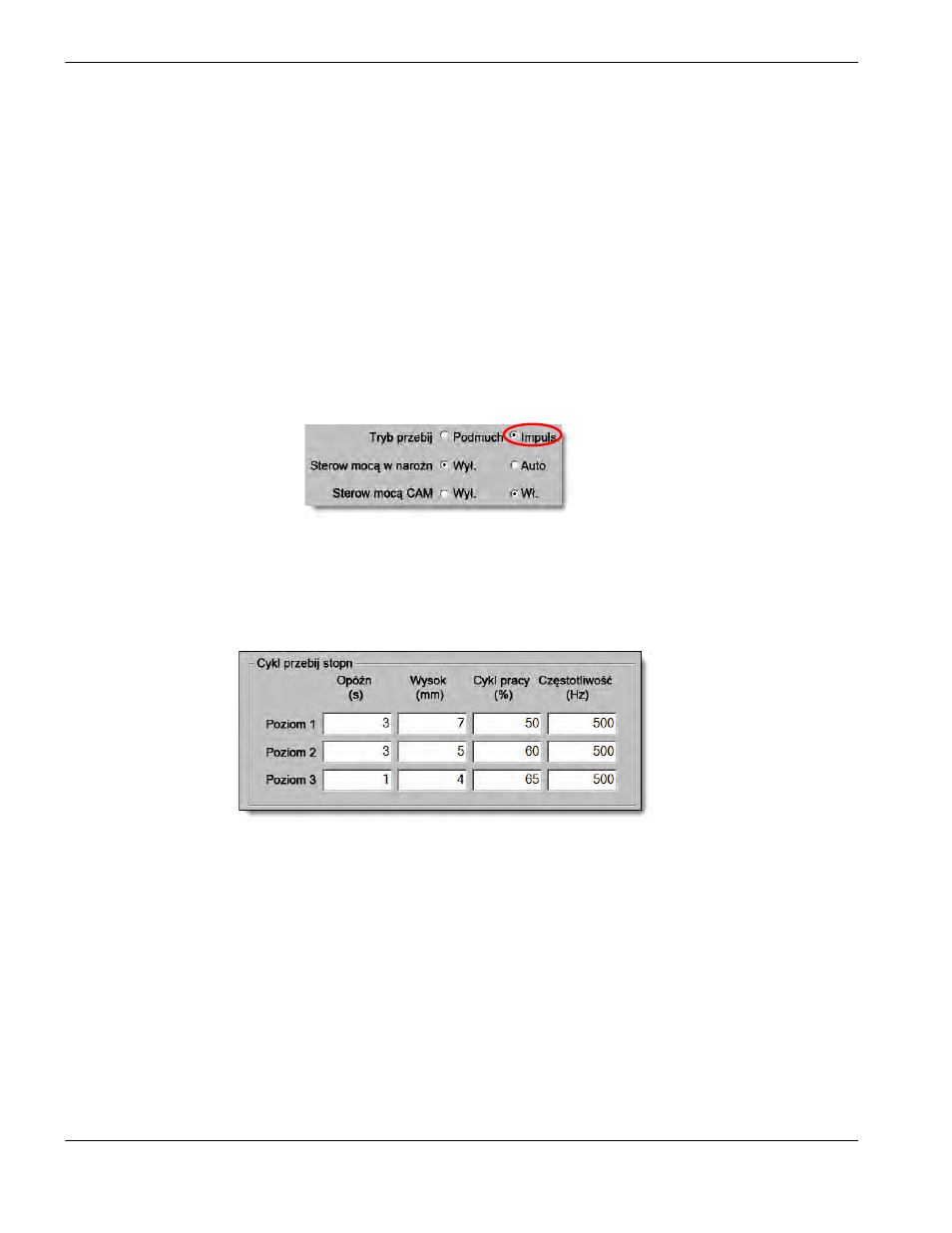
2. Dla opcji Tryb przebij wybierz Impuls.
3. Naciśnij przycisk OK, aby zapisać zmiany na ekranie procesu lasera światłowodowego.
4. Na ekranie głównym wybierz przycisk programowy Laser Wykres cięcia, aby wyświetlić odnośne parametry
przebijania stopniowego. Na poniższym przykładzie pokazano cykl przebijania stopniowego w procesie cięcia
2000 W.
W każdym etapie czas przebijania jest zgodny z ustawieniem Czas opóźn, a przebijanie jest realizowane na
wskazanej wysokości.
Cykl pracy to procentowa wartość parametru mocy cięcia. Jeśli na przykład moc cięcia jest równa 2000 W,
a cykl pracy to 50%, laser światłowodowy tnie z mocą 1000 W (moc cięcia pomnożona przez cykl pracy).
Częstotliwość jest równa liczbie cykli na sekundę, w których laser wysyła impulsy z poziomem mocy wybranym
dla przebijania stopniowego.
W powyższym przykładzie laser światłowodowy wysyła w ciągu sekundy 500 impulsów o mocy 1000 W.
Przebijanie w stopniu 1 trwa 3 sekundy i jest realizowane 7 mm nad elementem obrabianym.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas