Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 154
154
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
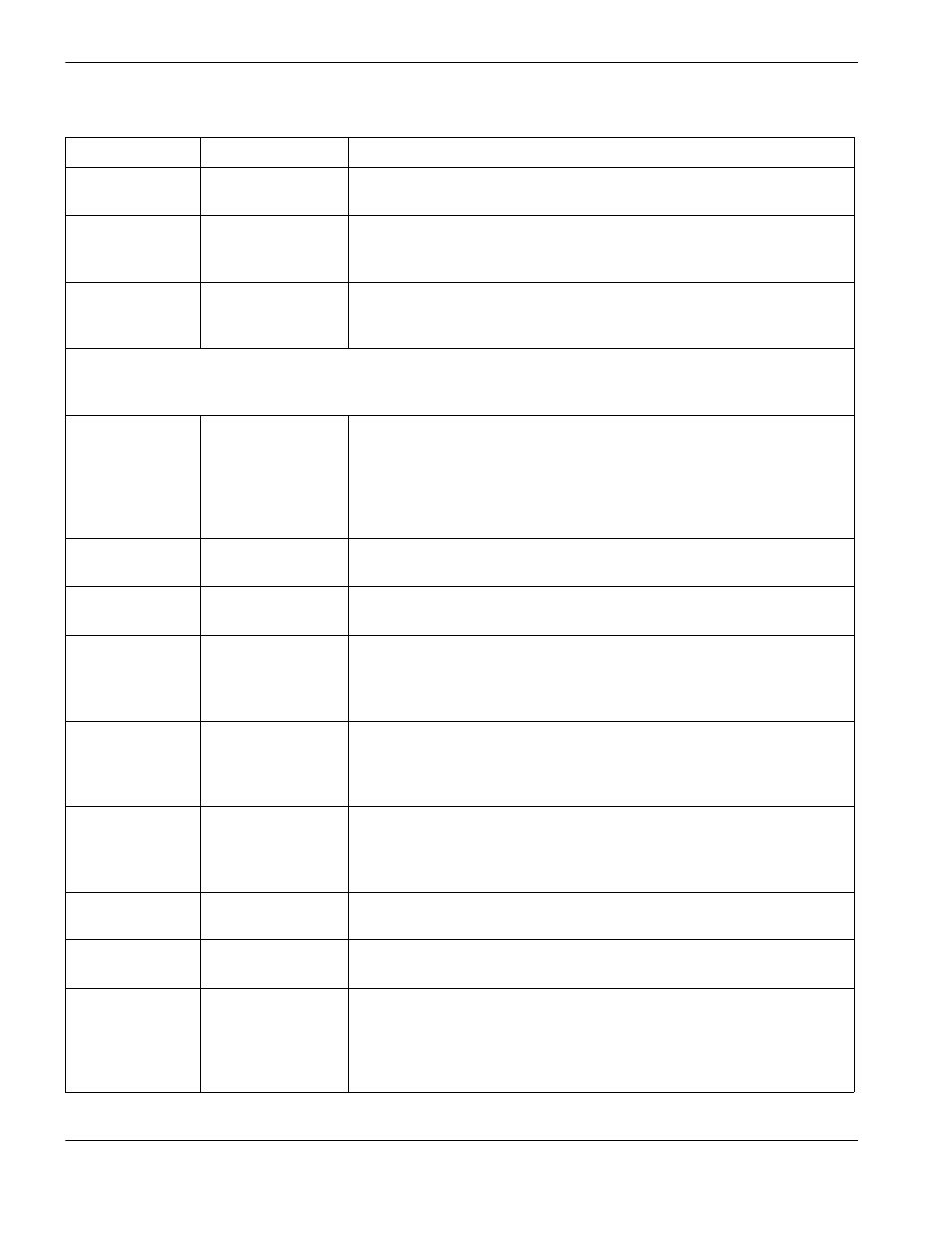
Parametr
Sterowane wyjście Opis
Czas zapłonu
Zapłon palnika
Określa czas, przez jaki jest aktywny zapalnik paliwowo-tlenowy przy każdym
zapaleniu płomienia.
Czas nisk wst
podg
Kontr nisk wst podgrz Wyłącza zawory gazu podgrzewania wstępnego pod niskim ciśnieniem.
Czas podgrzewania wstępnego pod niskim ciśnieniem może być używany
podczas zapalania palnika.
Czas wys wst
podg
Kontr wys wst podgrz Włącza zawory gazu podgrzewania wstępnego pod wysokim ciśnieniem.
Czas wstępnego podgrzewania elementu obrabianego należy ustawić
przed przebiciem.
Podczas obróbki części do zmiany czasu podgrzewania wstępnego pod wysokim i niskim ciśnieniem można używać
przycisków programowych Ustaw, Rozszerz i Zwolnij. Aby całkowicie pominąć liczniki wstępnego podgrzewania,
należy dwukrotnie nacisnąć przycisk rozpoczęcia cyklu.
Przebij stopn
Przebij stopn
1–4
Powoduje wykonanie operacji przebijania z wykorzystaniem wyjść
sterujących stopniowym czasowym wzrostem ciśnienia tlenu. Po wybraniu
tej opcji w miejscu parametrów Czas przebij, Czas przeb ruchomego i Czas
pełz są wyświetlane parametry czasu przebijania stopniowego 1–3.
W odniesieniu do każdego wyjścia przebijania stopniowego należy
ustawić licznik.
Czas przebij
Kontr przebij
Określa czas, przez jaki jest aktywne wyjście kontroli przebijania przed
obniżeniem palnika na wysokość cięcia.
Czas przeb
ruchomego
Kontr przebij
Określa czas, przez jaki jest aktywne wyjście kontroli przebijania, i pozwala
na ruch w osiach X/Y podczas przebijania.
Czas pełz
brak
Określa czas, przez jaki palnik jest przemieszczany z szybkością pełzania po
przebiciu elementu obrabianego. (Patrz Ustawien > Ustaw maszyny >
Szybk, parametr Szybk pełzania). Po upływie czasu pełzania palnik
przyspiesza do szybkości cięcia.
Czas podn gł
palnika
Podn paln
Ustawia czas potrzebny na podniesienie palnika po zakończeniu każdego
cięcia. Palnik jest stale podnoszony, aż do upływu tego czasu albo do
momentu, gdy podnośnik dotknie przełącznika krańcowego, co spowoduje
aktywację wejścia wykrywania podniesienia palnika.
Czas obniż gł
palnika
Obniż paln
Określa czas obniżania palnika na początku każdego cyklu cięcia po
zapaleniu palnika. Palnik jest stale obniżany, aż do upływu tego czasu
albo do momentu, gdy podnośnik dotknie przełącznika krańcowego,
co spowoduje aktywację wejścia wykrywania obniżenia palnika.
Czas Podn
Paln Przeb
Podn paln
Określa czas podnoszenia palnika po przebiciu elementu, umożliwiający
usunięcie kłębów zużlu.
Czas obn paln
przy przeb
Obniż paln
Określa czas obniżania palnika przed cięciem. Ten licznik powinien
umożliwić palnikowi osiągnięcie wysokości cięcia.
Czas odcinania
Kontr cięcia
Określa czas, przez jaki wyjście kontroli cięcia pozostaje aktywne po
zakończeniu cięcia. Umożliwia palnikowi dokończenie cięcia i usunięcie
odkładu (niewielkiego kąta utworzonego, gdy płomień dotyka metalu
i wygina się). Zastosowanie parametru czasu odcinania zapewnia czas
potrzebny, aby płomień ustawił się prostopadle przed wyłączeniem.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas