Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 155
Phoenix Software V9.76.0 Podręcznik operatora 80640H
155
7 – Procesy cięcia i wykresy cięcia
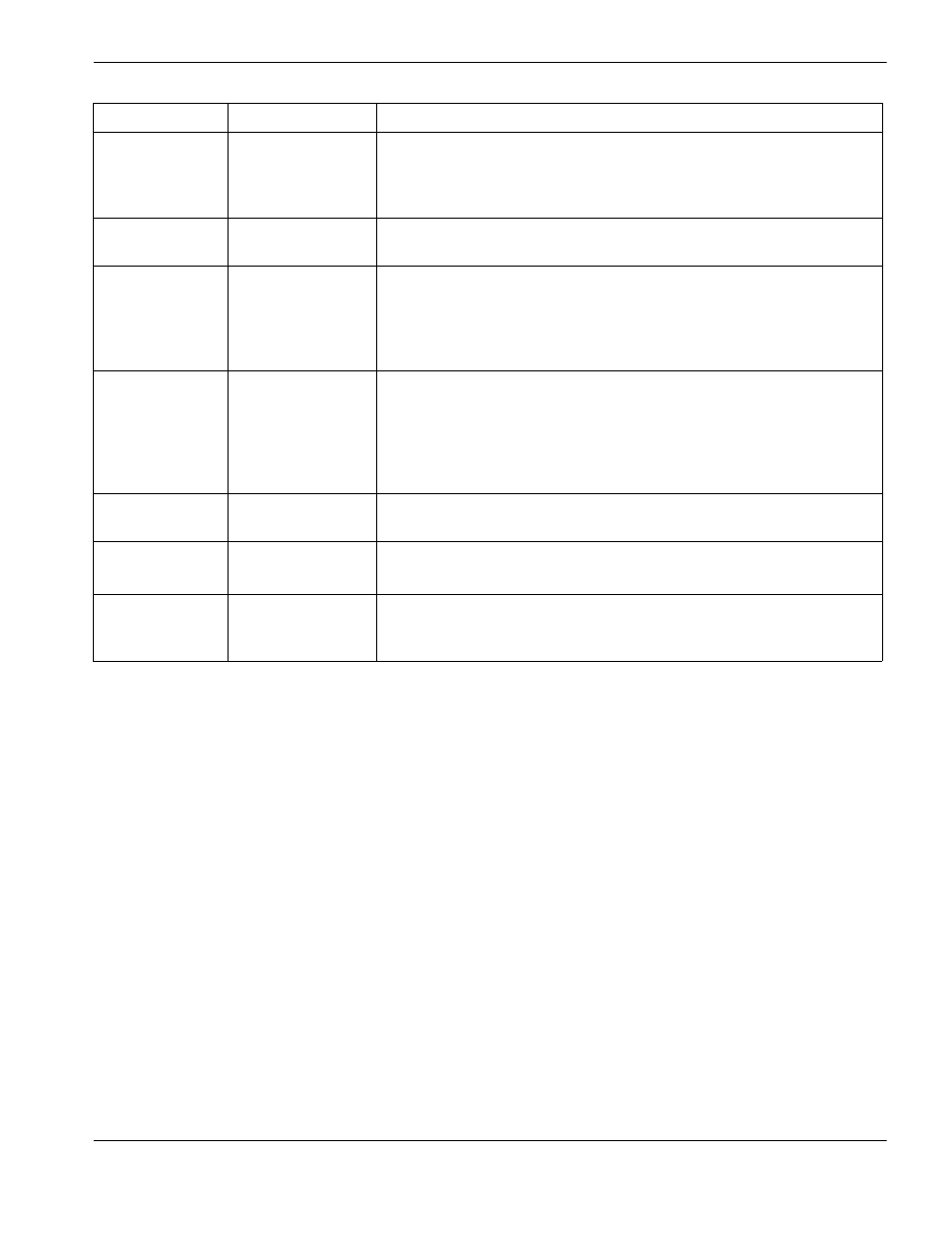
Czas upuszczania
Upuszczanie gazu
Określa czas, przez jaki jest wstrzymany palnik w celu upuszczenia
(uwolnienia) gazu na końcu cięcia przed przemieszczeniem palnika do
następnego ciętego segmentu. Ten licznik może się nakładać z licznikiem
czasu podnoszenia głównego palnika.
Opóźn kontr cięcia
Kontr cięcia
Określa czas, przez jaki system CNC czeka przed aktywacją wyjścia kontroli
cięcia podczas przebijania.
Mała szybk podn
Mała szybk podn
Działa tylko w systemach z wieloma palnikami. Ten licznik aktywuje wyjścia
podnoszenia palnika i obniżania palnika oraz dezaktywuje się po upływie
czasu określonego parametrem Mała szybk podn. Wartość licznika Mała
szybk podn powinna być mniejsza od wartości ustawionej w przypadku
parametrów Czas podn gł palnika i Czas obniż gł palnika.
Zapalniki
Kontr nisk
wst podgrz
Aby aktywować wyjście kontroli podgrzewania wstępnego przy małym
ciśnieniu pod koniec cięcia, należy ustawić parametr Zapalniki na Wł.
oraz parametr Kontr nisk wst podgrz na 0. Aby wyłączyć wyjście kontroli
podgrzewania wstępnego przy małym ciśnieniu i ponownie zapalić płomień
w każdym kolejnym punkcie przebicia, należy ustawić parametr Zapalniki
na Wł.
Nisk wst podg
przy cięc
Kontr nisk
wst podgrz
Określa, czy wejście niskiego wstępnego podgrzewania (Nis podg wst) jest
aktywne podczas cięcia.
Wst podg
przy cięc
Kontr wys
wst podg
Określa, czy wejście wstępnego podgrzewania (Wst podg) jest
pozostawione aktywne podczas cięcia.
Obniż paln
przy cięciu
Obniż paln
Określa, czy wejście obniżania palnika (Obniż paln) jest pozostawione
aktywne podczas cięcia. Ten parametr dotyczy podnośnika
pneumatycznego.
Parametr
Sterowane wyjście Opis
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas