Proces lasera (laser inny niż światłowodowy) – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 166
166
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
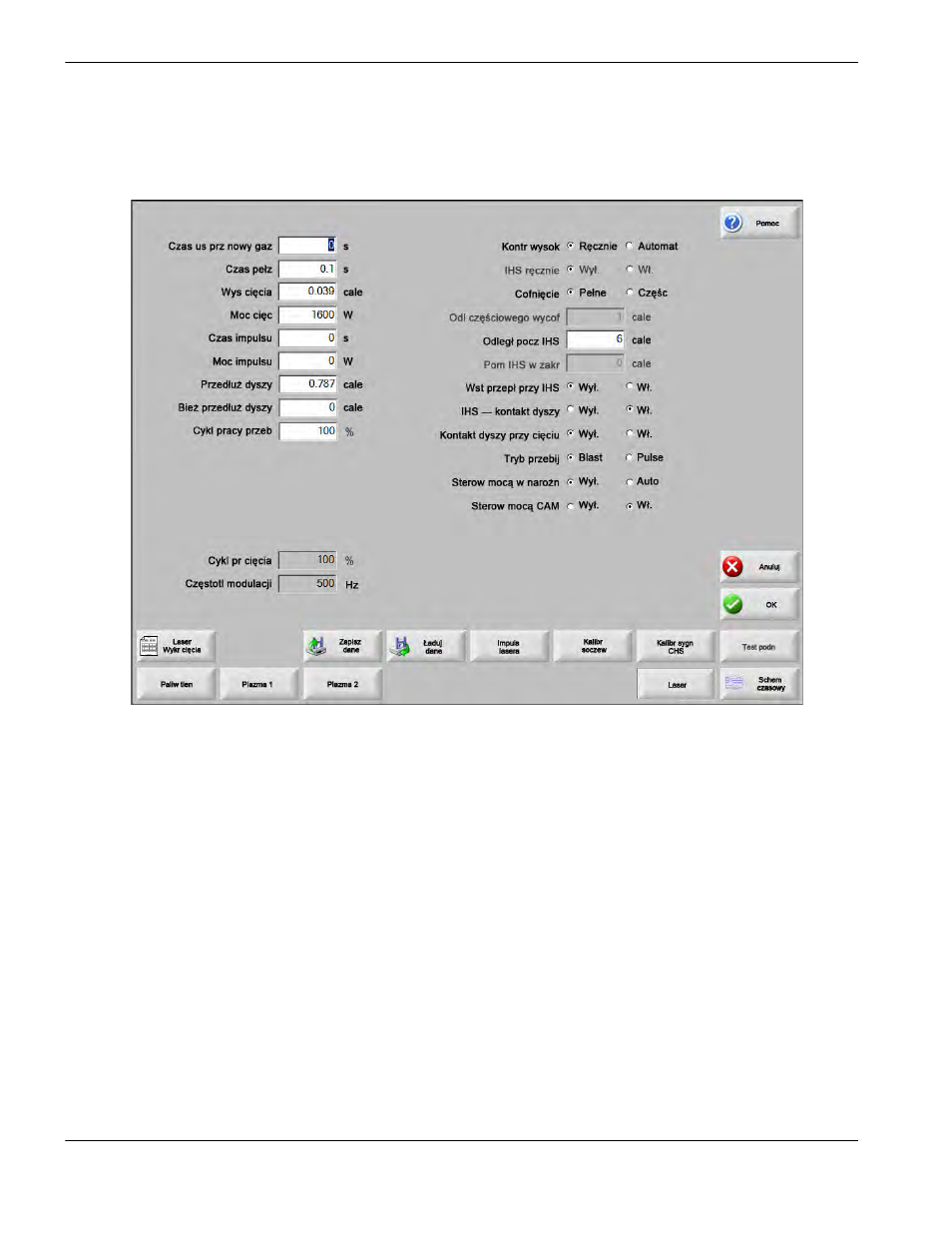
Proces lasera (laser inny niż światłowodowy)
Opcje dostępne na ekranie procesu lasera różnią się w zależności od wybranego poziomu użytkownika. W tym temacie
opisano wszystkie opcje, mimo że niektóre z nich nie są dostępne w używanym systemie.
Czas usuw: Opóźnienie usuwania gazu tnącego przed rozpoczęciem ruchu.
Czas us prz nowy gaz: Czas usuwania gazu przy przełączaniu z jednego gazu tnącego na inny.
Czas przysł: Czas, przez jaki jest otwarta przysłona przed aktywacją wiązki lasera.
Czas otw/zamk zas: Czas włączenia zasilania lasera przed przebijaniem laserowym.
Czas przebij: Opóźnienie czasowe od momentu całkowitego obniżenia głowicy laserowej do zainicjowania ruchu
z szybkością pełzania w procesie cięcia.
Jeśli wybrano automatyczne sterowanie przebijaniem, jest to dodatkowe opóźnienie po zakończeniu
przebijania.
Czas wł imp/Czas wył imp: Jeśli jako kontrolę przebijania wybrano tryb automatyczny, za pomocą parametrów
Czas wł imp i Czas wył imp można ustawić cykl pracy zgodnie z działaniem czujnika impulsów laserowej
głowicy tnącej.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas