Ustaw nap łuku, Tryb ręczny – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 191
Phoenix Software V9.76.0 Podręcznik operatora 80640H
191
8 – Kontrolery wysokości palnika
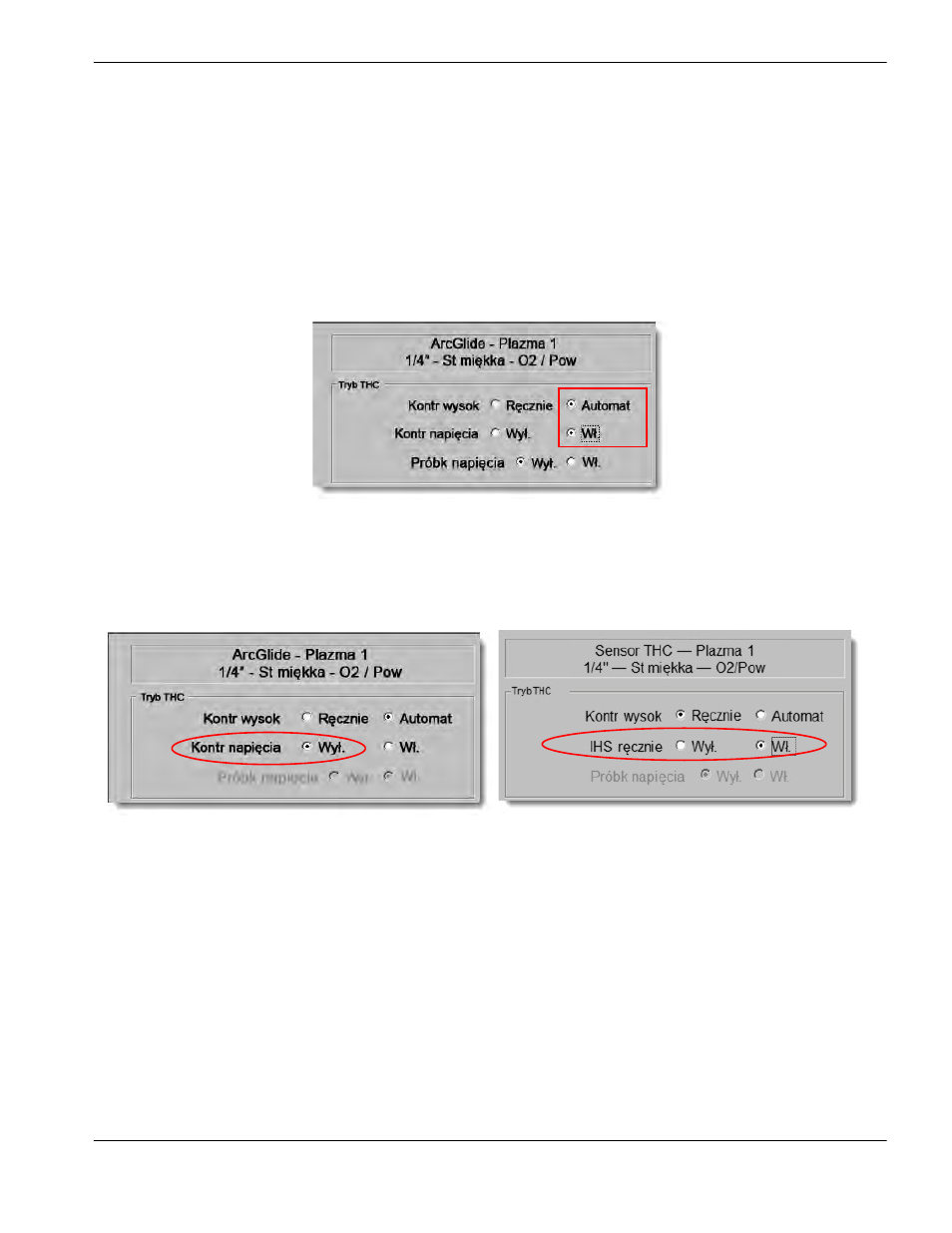
Ustaw nap łuku
Aby korzystać z trybu Ustaw nap łuku, na ekranie procesu plazmy należy wybrać opcję Automat parametru Kontr wysok
oraz opcję Wł. parametru Kontr napięcia. Ten tryb jest zalecany do cięcia i znakowania cienkich materiałów z małymi
wysokościami cięcia, elementów obrabianych, które są brudne, skorodowane, tłuste lub lakierowane, oraz do cięcia na
stole wodnym lub z wtryskiem wody. Po rozpoczęciu cięcia system CNC używa wartości Ustaw nap łuku z wykresu cięcia
i porównuje ją z rzeczywistym napięciem łuku. Jeśli rzeczywiste napięcie jest większe niż wartość Ustaw nap łuku, palnik
przesuwa się w dół. Jeśli rzeczywiste napięcie jest mniejsze niż wartość Ustaw nap łuku, palnik przesuwa się w górę.
W trybie nastawy napięcia łuku wartość Ustaw nap łuku można zmieniać podczas cięcia albo stosować odchyłki napięcia
dla każdej stacji systemu cięcia. Więcej informacji zawiera temat
Metody zmiany parametru Ustaw nap łuku na
Kontr napięcia Wył. — ArcGlide THC lub IHS ręcznie — Sensor THC
Ten tryb jest zalecany do cięcia wzdłużnego oraz do wycinania pojedynczych, prostych części albo resztek. Kontroler THC
realizuje sekwencję pozycjonowania przed cięciem, a następnie przesuwa się na wysokość cięcia odczytaną z wykresu
cięcia. Po rozpoczęciu cięcia kontroler THC utrzymuje wysokość cięcia bez śledzenia napięcia łuku.
Tryb ręczny
Ten tryb jest zalecany do cięcia wzdłużnego, kalibrowania napięcia łuku oraz do zastosowań, w których jakość cięcia nie
jest priorytetem. W trybie ręcznym śledzenie napięcia łuku nie jest stosowane, a podnośnik nie jest sterowany w sposób
automatyczny. Podnośnikiem można poruszać tylko przyciskami UP (W GÓRĘ) i DOWN (W DÓŁ) na interfejsie HMI
kontrolera ArcGlide THC, przyciskami podnoszenia i obniżania na konsoli operatora systemu EDGE Pro CNC oraz
poprzez aktywację wejść podnoszenia palnika i obniżania palnika. Stosując jedną z tych metod, należy ustawić palnik
powyżej elementu obrabianego na wysokości, która ma być używana jako wysokość cięcia. Należy pamiętać, aby palnik
znajdował się na tyle blisko elementu obrabianego, aby był możliwy transfer łuku.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas