Ekran procesu lasera światłowodowego – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 160
160
Phoenix Software V9.76.0 Podręcznik operatora 80640H
7 – Procesy cięcia i wykresy cięcia
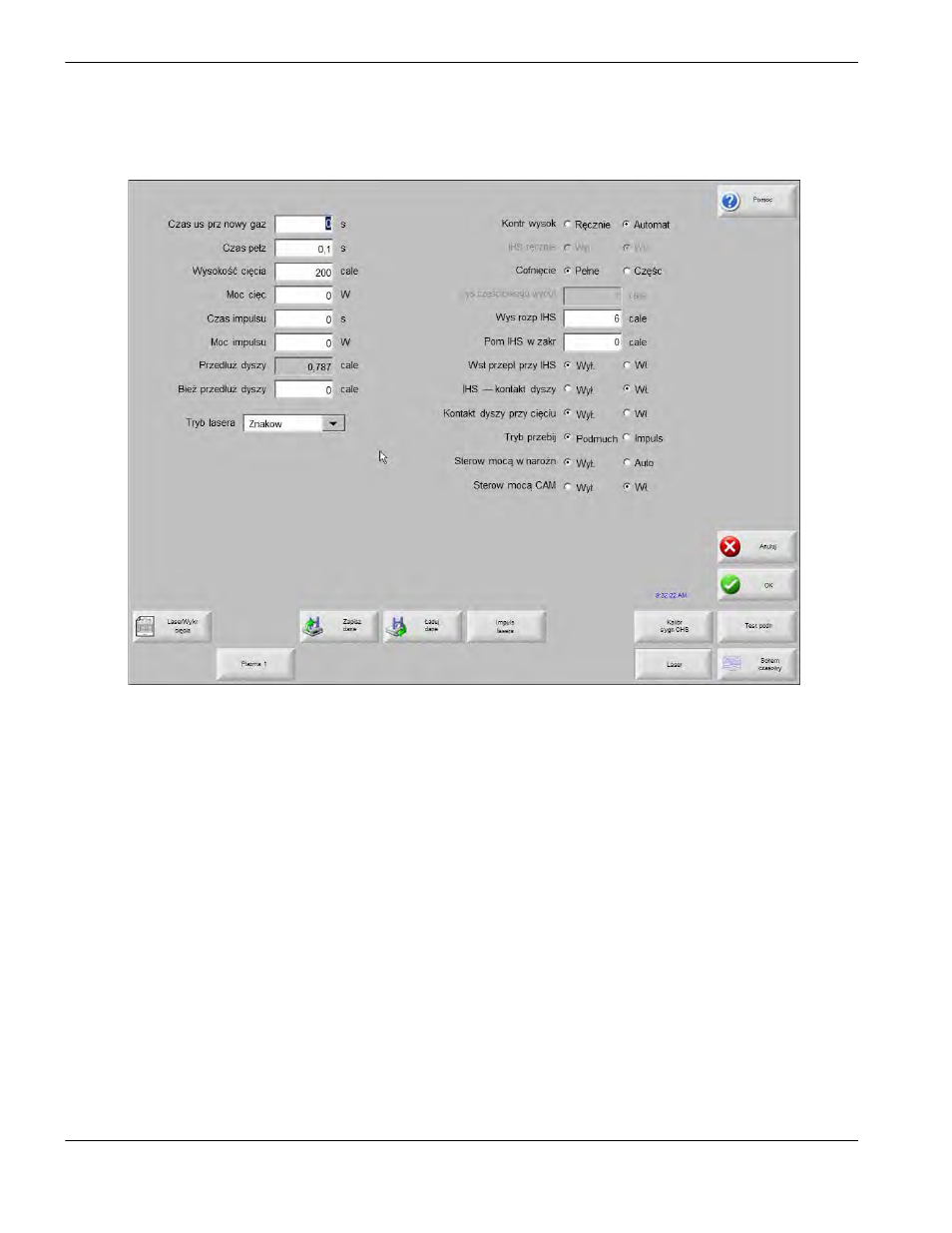
Ekran procesu lasera światłowodowego
Ekran procesu lasera światłowodowego umożliwia dokładną konfigurację procesu cięcia.
Czas us prz nowy gaz: Wyrażony w sekundach czas usuwania gazu przy wykonywaniu pierwszego cięcia po rozruchu
oraz przy przełączaniu z jednego gazu tnącego na inny. Czas usuwania należy ustawić wystarczająco duży,
aby umożliwić usunięcie z systemu wszelkich nieczystości oraz poprzednich gazów tnących przed
rozpoczęciem nowego procesu cięcia.
Czas pełz: Określa, jak długo głowica laserowa jest przemieszczana z szybkością pełzania po przebiciu materiału
w procesie cięcia. Szybkość pełzania to procentowa wartość zaprogramowanej szybkości cięcia.
Zależy ona od parametru ustawianego na ekranie ustawień szybkości. Po upływie czasu pełzania
następuje przyspieszenie do pełnej szybkości cięcia.
Wys. cięcia: Pozycja dyszy lasera nad elementem obrabianym.
Moc cięc: Wyrażona w watach moc lasera dotycząca zadania. Ta wartość jest pobierana z wykresu cięcia. Moc cięcia
dotyczącą bieżącego zadania można zmienić na tym ekranie.
Czas impulsu: Określa czas trwania impulsu lasera używany podczas wyrównywania za pomocą impulsu
pojedynczej wiązki.
Moc impulsu: Określa moc impulsu lasera używaną podczas wyrównywania za pomocą impulsu pojedynczej wiązki.
Przedłuż dyszy: Jest to zalecana odległość między dyszą a soczewką, która zapewnia najlepsze wyniki z materiałem
i grubością.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas