Ustawianie automatyczne – Hypertherm Phoenix V9.76.0 Instrukcja Obsługi
Strona 200
200
Phoenix Software V9.76.0 Podręcznik operatora 80640H
8 – Kontrolery wysokości palnika
Auto wykr nap szczel: Ten parametr jest aktywny, gdy parametr Auto wykr szczel ma wartość Wł. Im mniejsze napięcie,
tym większa czułość wykrywania. Ta wartość powinna być na tyle duża, aby było możliwe wykrywanie
zwykłych przecięć szczelin, ale jednocześnie na tyle mała, aby zapobiegać fałszywym wykryciom szczeliny.
Ustawienie: Od 1 do 10 V
Ustawienie: Od 1 do 10 V
Procent prądu odcięcia: Określa zmniejszoną nastawę natężenia prądu podczas cięcia w narożnikach. Umożliwia
poprawę jakości cięcia.
Ta funkcja NIE jest obsługiwana w kontrolerze ArcGlide. Parametr Procent prądu
odcięcia ma zastosowanie TYLKO do kontrolera Sensor THC.
Ustawienie: Od 50% do 100% wartości parametru Ustaw prądu łuku
Ustawianie automatyczne
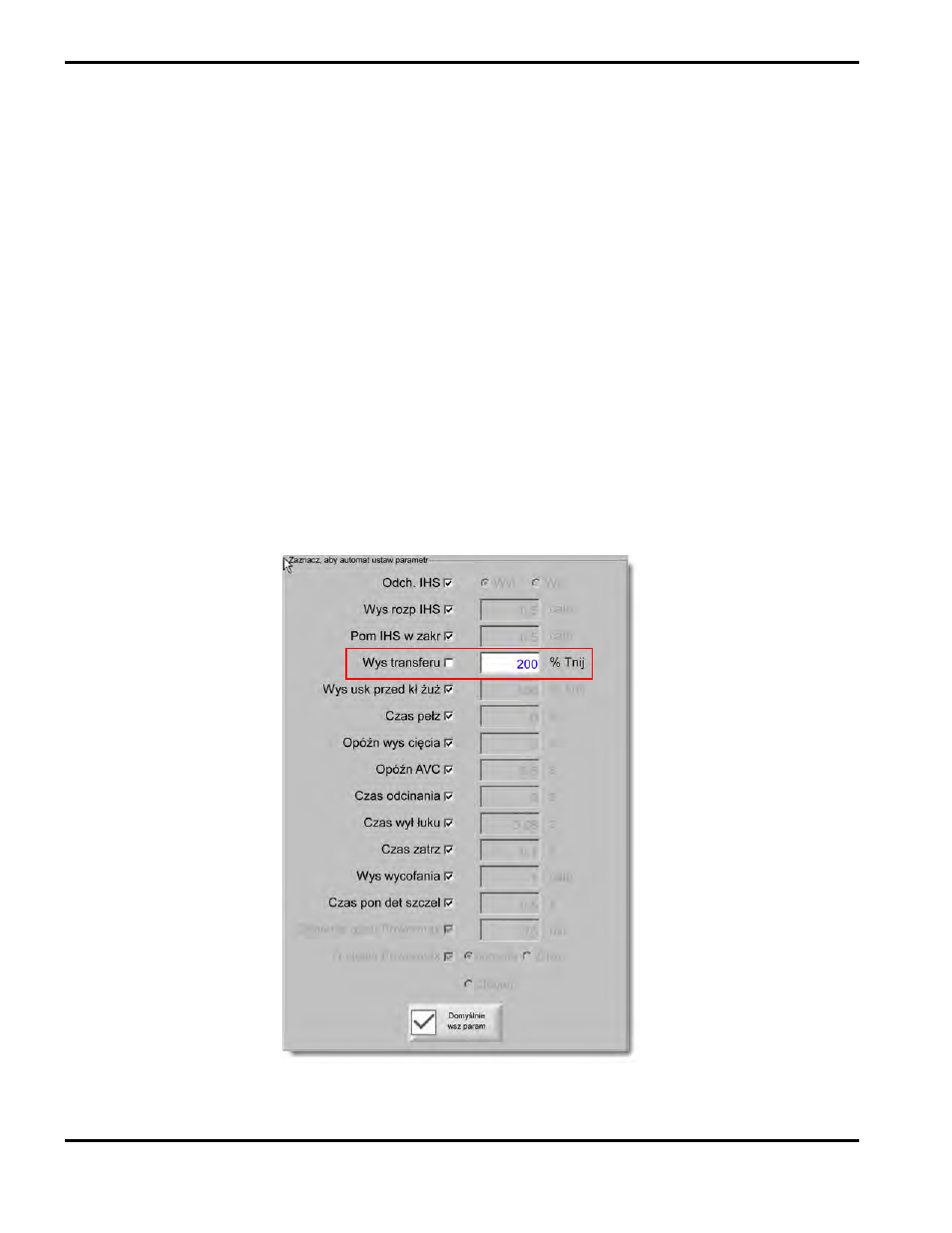
Te wartości są automatycznie szacowane przez system CNC w odniesieniu do bieżącego procesu plazmy. Wybierz
przycisk programowy Domyślnie wsz param, aby wybrać oszacowane wartości wszystkich parametrów. W większości
przypadków te szacowane wartości zapewniają uzyskanie dobrych wyników cięcia. W wyjątkowych sytuacjach można
jednak zastąpić dowolną wartość. Aby zastąpić oszacowaną wartość, należy usunąć zaznaczenie pola wyboru obok
parametru i wprowadzić nową wartość. Wprowadzone wartości są w systemie CNC wyświetlane niebieskim kolorem:
Jeśli program części ponownie wczyta wykres cięcia, parametry wysokości transferu, czasu pełzania i opóźnienia
wysokości cięcia zostaną zastąpione odpowiednimi wartościami z wykresu cięcia.
- EDGE Pro HyPath Shape Cutting Control Rev.4 EDGE Pro Picopath Shape Cutting Control Rev.3 EDGE Pro SERCOS II Shape Cutting Control Rev.3 EDGE Pro SERCOS III Shape Cutting Control Rev.3 EDGE Pro Ti Shape Cutting Control Rev.2 MAXPRO200 Rev.1 MicroEDGE Pro Shape Cutting Control Rev.1 HPR130XD Auto Gas Rev.2 HPR130XD Manual Gas Rev.2 HPR260XD Manual Gas HPR260XD Auto Gas HPR400XD Manual gas HPR400XD Auto Gas