Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 98
Cykle obróbkowe: wiercenie
3.10 WIERCENIE GŁEBOKIE DZIAŁOWE (cykl 241, DIN/ISO: G241)
3
98
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Parametry cyklu
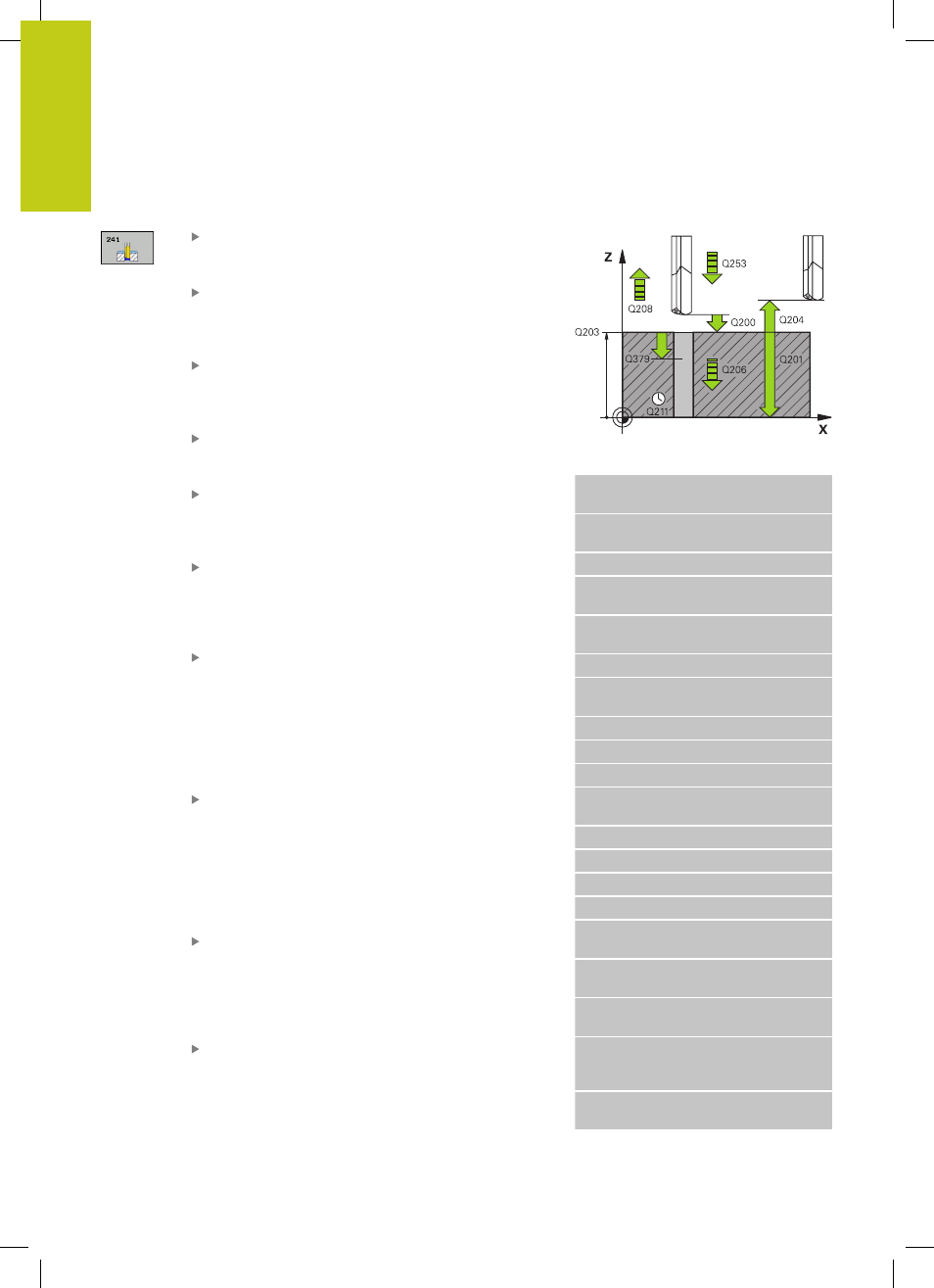
Bezpieczna wysokość
Q200 (przyrostowo): odstęp
ostrze narzędzia – powierzchnia obrabianego
przedmiotu. Zakres wprowadzenia 0 do 99999,9999
Głębokość
Q201 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – dno
odwiertu. Zakres wprowadzenia -99999,9999 do
99999,9999
Posuw wcięcia na głębokość
Q206: prędkość
przemieszczenia narzędzia przy wierceniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU
Czas zatrzymania na dole
Q211: czas w
sekundach, w którym narzędzie przebywa na dnie
odwiertu. Zakres wprowadzenia 0 do 3600,0000
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999,9999 do
99999,9999
2-ga bezpieczna wysokość
Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może
dojść do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999,9999
Punkt startu w zagłębieniu
Q379 (przyrostowo
w odniesieniu do powierzchni obrabianego
przedmiotu): punkt startu właściwego wiercenia.
TNC przemieszcza się z posuwem pozycjonowania
wstępnego
z bezpiecznej odległości nad
powierzchnię obrabianego przedmiotu nad punktem
startu w zagłębieniu. Zakres wprowadzenia 0 do
99999,9999
Posuw prepozycjonowania
Q253: definiuje
prędkość przemieszczenia narzędzia przy
ponownym najeździe na głębokość wiercenia
po ruchu powrotnym łamania wióra (Q256).
Poza tym działa ten posuw, jeżeli narzędzie jest
pozycjonowane na zagłębiony punkt statu (Q379 nie
równe 0). Zapis w mm/min. Zakres wprowadzenia 0
do 99999,9999 alternatywnie FMAX, FAUTO
Posuw ruchu powrotnego
Q208: prędkość
przemieszczenia narzędzia przy wyjeździe z
odwiertu w mm/min. Jeśli wprowadzimy Q208=0,
TNC wysuwa narzędzie z materiału z posuwem
Q206. Zakres wprowadzenia 0 bis 99999,999
alternatywnie FMAX, FAUTO
Kier.obr. wejście/wyjście (3/4/5)
Q426: kierunek
obrotu, w którym narzędzie ma się obracać przy
wejściu do odwiertu i przy wyjściu z odwiertu. Zapis:
3
: wrzeciono obracać z M3
4
: wrzeciono obracać z M4
5
: przejazd ze stojącym wrzecionem
NC-wiersze
11 CYCL DEF 241 WIERCENIE
DZIAŁOWE
Q200=2
;BEZPIECZNA
WYSOKOŚĆ
Q201=-80
;GŁĘBOKOŚĆ
Q206=150
;POSUW WCIĘCIA
WGLĘBNEGO
Q211=0.25
;CZAS ZATRZYM. NA
DOLE
Q203=+100
;WSPŁ. POWIERZCHNI
Q204=50
;2. BEZPIECZNA
WYSOK.
Q379=7.5
;PUNKT STARTU
Q253=750
;POSUW PREPOZYCJ.
Q208=1000
;POSUW POWROTU
Q426=3
;KIERUNEK OBROTU
WRZECIONA
Q427=25
;OBROTY WEJ./WYJ.
Q428=500
;OBROTY WIERCENIA
Q429=8
;CHŁODZIWO ON
Q430=9
;CHŁODZIWO OFF
Q435=0
;GŁEBOKOSC
ZATRZYMANIA
Q401=100
;WSPOŁCZYNNIK
POSUWU
Q202=9999
;MAX. GŁEBOKOSC
WCIECIA
Q212=0
;ILOSC
ZDEJMOWANEGO
MATERIAŁU
Q205=0
;MIN. GŁEBOKOSC
WCIECIA