HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 584
Cykle układu pomiarowego: funkcje specjalne
17.8 TS PROMIEN WEWN.KALIBROWAC (cykl 462, DIN/ISO: G462)
17
584
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Proszę uwzględnić przy programowaniu!
Firma HEIDENHAIN przejmuje tylko gwarancję dla
funkcji cykli próbkowania, jeśli zostały zastosowane
układy pomiarowe firmy HEIDENHAIN.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Można określić przesunięcie współosiowości tylko
przy pomocy odpowiedniego układu pomiarowego.
Podczas operacji kalibrowania zostaje utworzony
automatycznie protokół pomiaru. Protokół ten nosi
nazwę TCHPRAUTO.html.
Aby określić przesunięcie współosiowości główki
sondy, TNC musi być przygotowane przez
producenta maszyn.. Proszę uwzględnić informacje
zawarte w podręczniku obsługi maszyny!
Właściwość, czy lub jak można orientować układ
pomiarowy, jest w przypadku układów firmy
HEIDENHAIN już zdefiniowana z góry. Te parametry
są konfigurowane przez producenta maszyn.
PROMIEN PIERSCIENIA
Q407: średnica pierścienia
nastawczego. Zakres wprowadzenia 0 do 99,9999
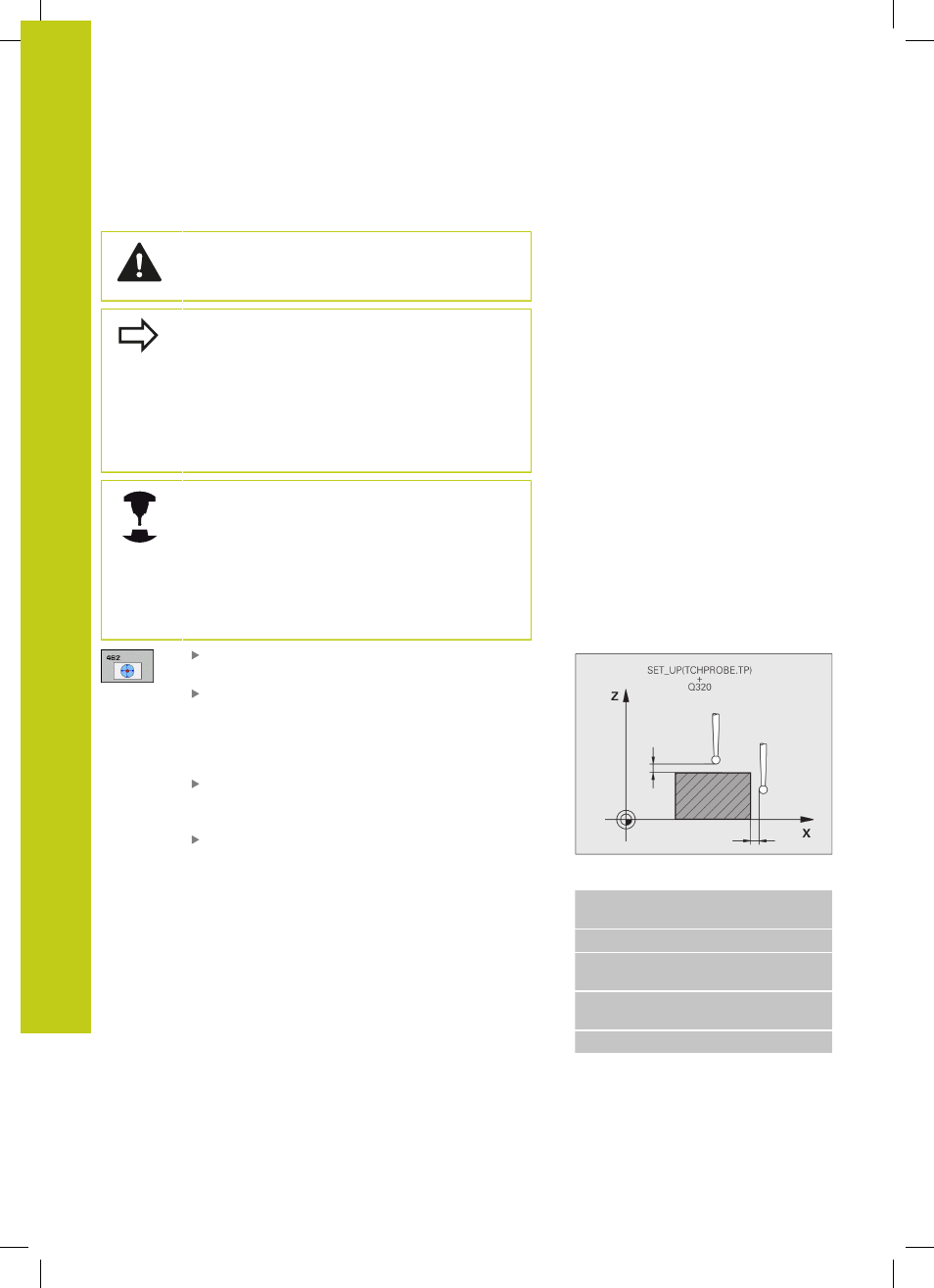
ODSTEP BEZP.
Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką
sondy pomiarowej. Q320 działa addytywnie do
SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999,9999
LICZBA ZABIEGOW PROBKOWANIA
Q407
(absolutnie): liczba punktów pomiarowych na
średnicy. Zakres wprowadzenia 0 do 8
KAT BAZOWY
Q380 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania. Zakres wprowadzenia 0 do 360,0000
NC-wiersze
5 TCH PROBE 462 TS KALIBROWANIE
W PIERSCIENIU
Q407=+5
;PROMIEN PIERSCIENIA
Q320=+0
;BEZPIECZNA
WYSOKOSC
Q423=+8
;LICZBA ZABIEGOW
PROBKOWANIA
Q380=+0
;KAT BAZOWY