11 przykłady programowania, Przykład toczenia interpolacyjnego cykl 291, Przykłady programowania – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 311: Przykłady programowania 11.11
Przykłady programowania 11.11
11
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
311
11.11 Przykłady programowania
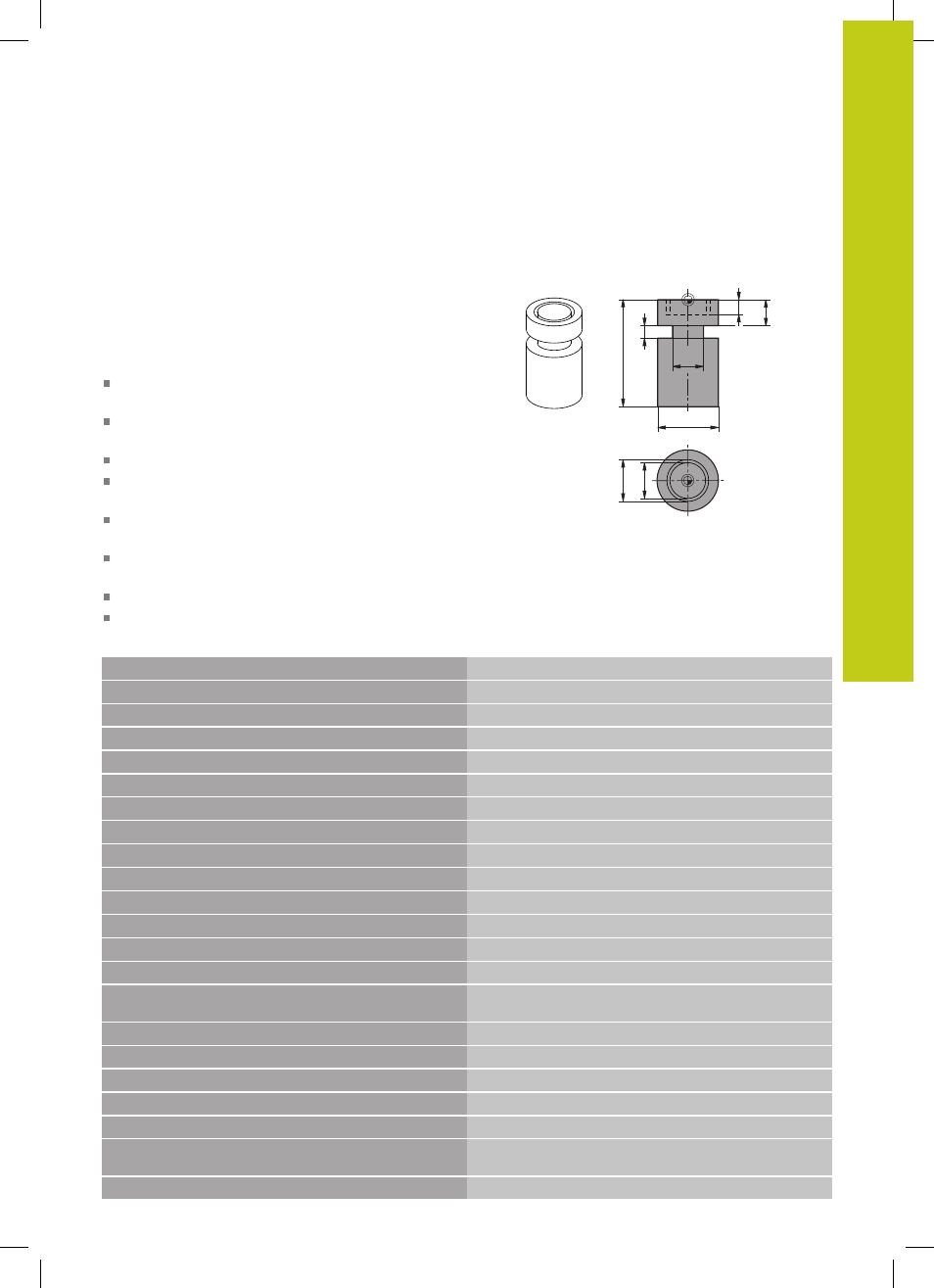
Przykład toczenia interpolacyjnego cykl 291
W poniższym programie wykorzystywany jest cykl 291
TOCZENIE INTERPOLACYJNE SPRZEZENIE. Ten
przykład programu pokazuje wytwarzanie nacięcia
osiowego i radialnego.
Przebieg programu
Wywołanie narzędzia: przecinak dla nacięcia
osiowego
Start toczenia interpolacyjnego: opis i wywołanie cyklu
291; Q560=1
Wytwarzanie nacięcia osiowego
Koniec toczenia interpolacyjnego: opis i wywołanie
cyklu 291; Q560=0
Wywołanie narzędzia: przecinak dla nacięcia
radialnego
Start toczenia interpolacyjnego: opis i wywołanie cyklu
291; Q560=1
Wytwarzanie nacięcia radialnego
Koniec toczenia interpolacyjnego: opis i wywołanie
cyklu 291; Q560=0
5
60
6
30
18
22
11
18
0 BEGIN PGM 1 MM
1 BLK FORM CYLINDER Z R15 L60
Definicja półwyrobu cylinder
2 TOOL CALL 10 Z
Wywołanie narzędzia: przecinak dla nacięcia osiowego
3 CC X+0 Y+0
4 LP PR+30 PA+0 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 291 INTERPOL.-TOCZENIE SPRZEZENIE
Aktywować toczenie interpolacyjne
Q560=+1
;WRZECIONO SPRZEGAC
Q336=+0
;KAT WRZECIONA
Q216=+0
;SRODEK 1. OS
Q217=+0
;SRODEK 2. OS
6 CYCL CALL
Wywołać cykl
7 LP PR+9 PA+0 RR FMAX
Narzędzie pozycjonować na płaszczyźnie obróbki
8 L Z+10 FMAX
9 L Z+0.2 F2000
Narzędzie pozycjonować na osi wrzeciona
10 LBL 1
Nacięcie na powierzchni planowej, wcięcie 0,2mm,
głębokość: 6mm
11 CP IPA+360 IZ-0.2 DR+ F10000
12 CALL LBL 1 REP 30
13 LBL 2
Wyjechać z nacięcia, krok: 0,4mm
14 CP IPA+360 IZ+0.4 DR+
15 CALL LBL 2 REP15
16 L Z+200 R0 FMAX
Podniesienie na bezpieczną wysokość, wyłączenie korekcji
promienia
17 CYCL DEF 291 INTERPOL.-TOCZENIE SPRZEZENIE
Zakończenie toczenia interpolacyjnego