6 czop prostokatny (cykl 256, din/iso: g256), Przebieg cyklu, Czop prostokatny (cykl 256, din/iso: g256) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 159
CZOP PROSTOKATNY (cykl 256, DIN/ISO: G256)
5.6
5
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
159
5.6
CZOP PROSTOKATNY (cykl 256,
DIN/ISO: G256)
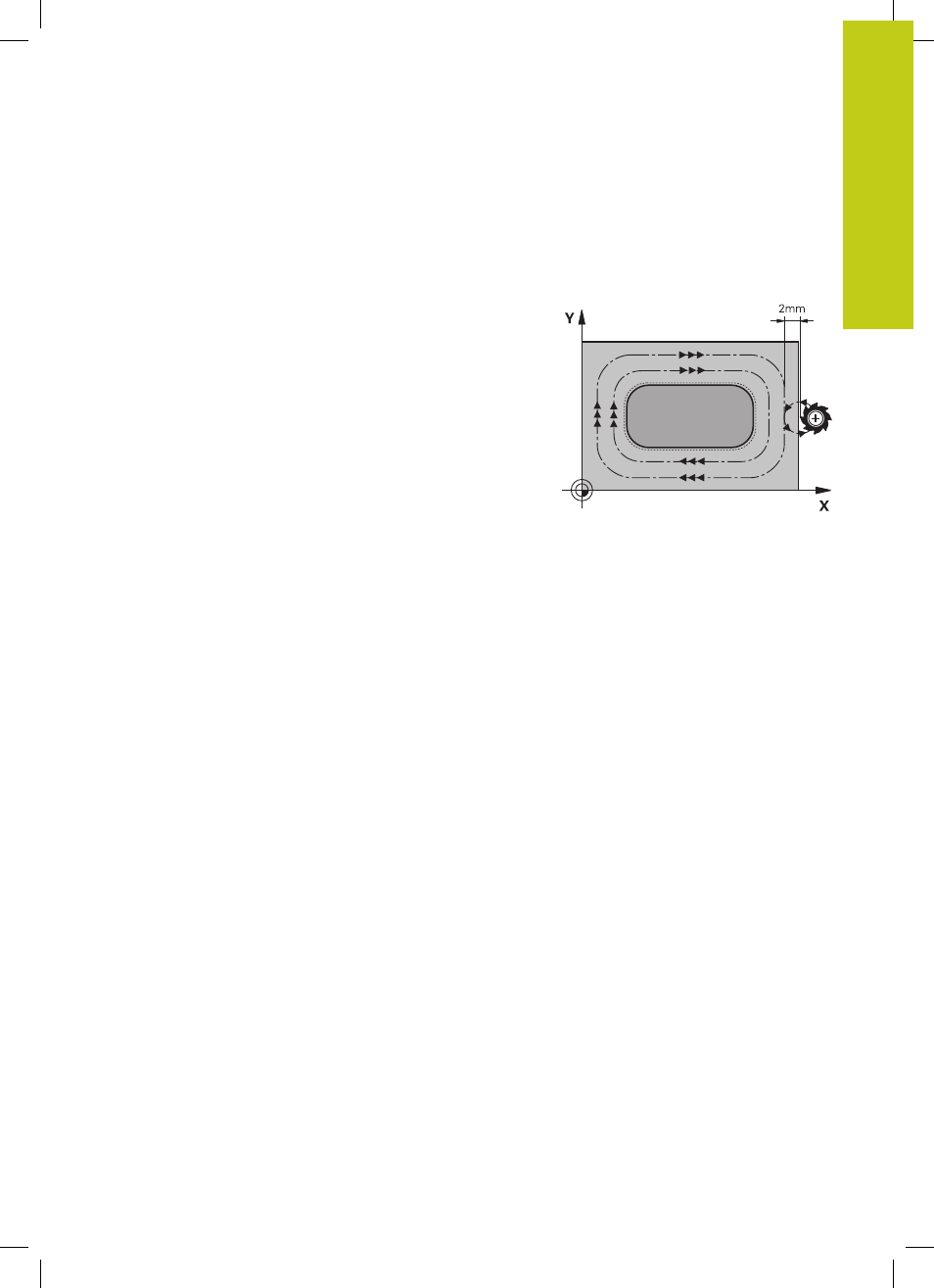
Przebieg cyklu
Przy pomocy cyklu czopu prostokątnego 256 można dokonywać
pełnej obróbki czopu. Jeśli wymiary półwyrobu są większe niż
maksymalnie możliwe boczne wcięcie, to TNC przeprowadza
kilka bocznych wcięć aż do osiągnięcia przewidzianego wymiaru
końcowego.
1 Narzędzie przemieszcza się z pozycji startu cyklu (środek
czopu) do pozycji startu obróbki czopu. Pozycję startu
określamy przy pomocy parametru Q437. Ustawienie
standardowe (Q437=0) leży 2 mm z prawej obok półwyrobu
czop.
2 Jeśli narzędzie znajduje się na 2-giej Bezpiecznej wysokości, to
TNC przemieszcza się na biegu szybkim FMAX na bezpieczny
odstęp i stąd z posuwem wcięcia na głębokość na pierwszą
głębokość wcięcia
3 Następnie narzędzie przemieszcza się tangencjalnie do konturu
czopu i frezuje potem po obwodzie.
4 Jeśli wymiar gotowy nie może być osiągnięty jednym przejściem
po obwodzie, to TNC wcina narzędziem od aktualnej głębokości
bocznie i frezuje ponownie po obwodzie. TNC uwzględnia przy
tym wymiary półwyrobu, wymiar gotowy i dozwolone boczne
wcięcie. Ta operacja powtarza się, aż zostanie osiągnięty
zdefiniowany gotowy wymiar. Jeśli punkt startu uplasowano na
narożu (Q437 nierówne 0), to TNC frezuje spiralnie od punktu
startu do wewnątrz aż zostanie osiągnięty gotowy wymiar
5 Jeśli dalsze wcięcia są konieczne, to narzędzie przemieszcza
się tangencjalnie od konturu z powrotem do punktu startu
obróbki czopu
6 Następnie TNC przemieszcza narzędzie na następną głębokość
wcięcia i obrabia czop na tej głębokości
7 Ta operacja powtarza się, aż zostanie osiągnięta głębokość
czopu
8 TNC pozycjonuje narzędzie na końcu cyklu wyłącznie na osi
narzędzia na zdefiniowaną w cyklu bezpieczną wysokość.
Pozycja końcowa nie jest zgodna z pozycją startu