Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 290
Cykle: funkcje specjalne
11.6 TOCZENIE INTERPOLACYJNE OBROBKA NA GOTOWO KONTURU
(cykl 292, DIN/ISO: G292, opcja software 96)
11
290
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Parametry cyklu
Sprzężenie wrzeciona (0, 1)
Q560: określić, czy
ma następować sprzężenie wrzeciona.
0
: sprzężenie wrzeciona off (frezowanie konturu)
1
: sprzężenie wrzeciona on (toczenie konturu)
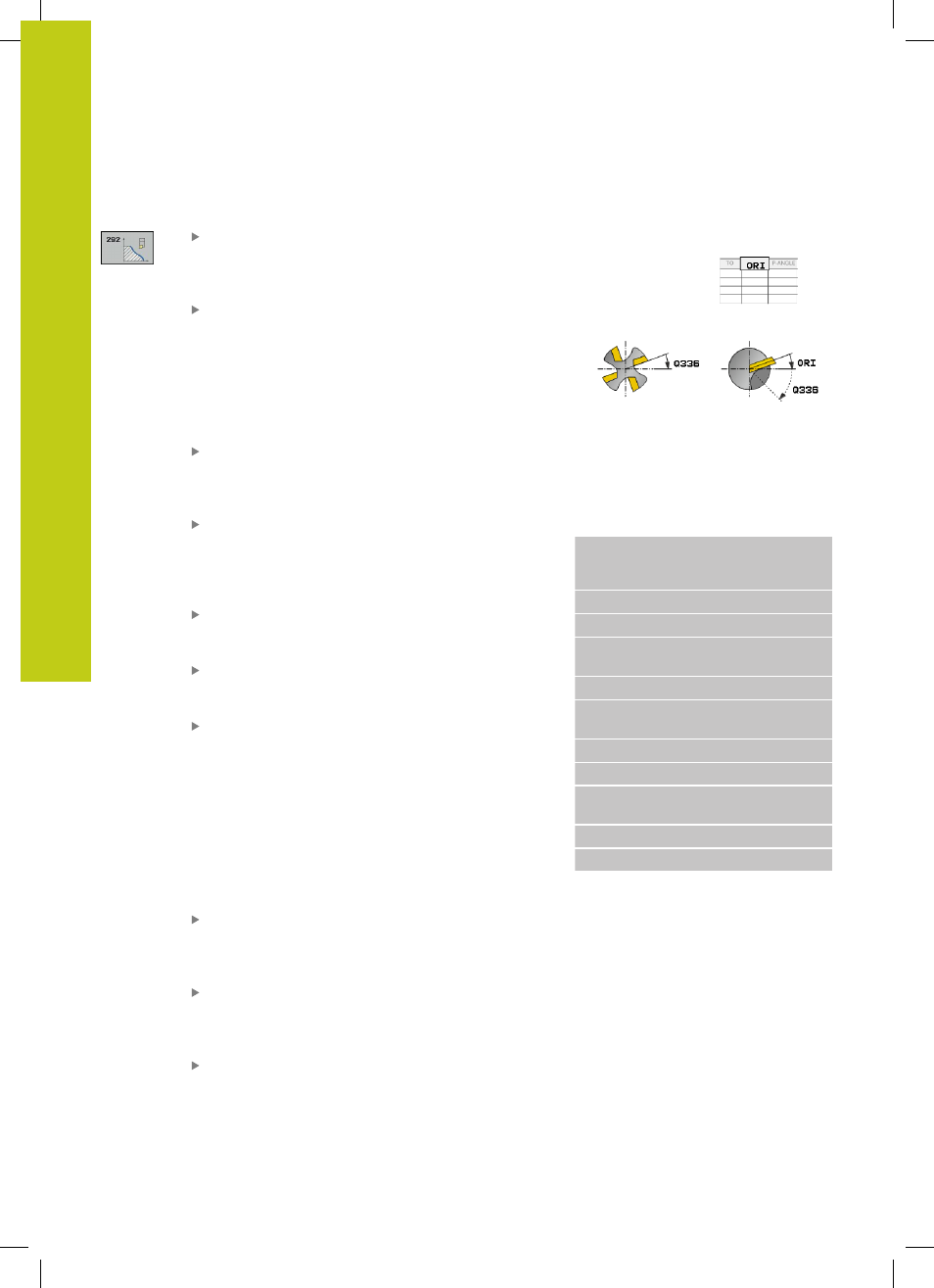
Kąt dla orientacji wrzeciona
Q336: TNC ustawia
narzędzie przed obróbką pod tym kątem. Jeśli
pracujemy z narzędziem frezarskim, to należy tak
ustawić ostrze, aby było ono zwrócone do centrum
toczenia. Jeśli w tabeli narzędzi zdefiniowano
wartość "ORI", to zostanie to uwzględnione przy
orientacji wrzeciona. Zakres wprowadzenia 0,000 do
360,000
Narz. kierunek obrotu (3, 4)
Q546: kierunek
obrotu wrzeciona aktywnego narzędzia:
3
: prawoskrętne narzędzie (M3)
4
: lewoskrętne narzędzie (M4)
Rodzaj obróbki (+1, 0)
Q529: określić, czy ma
być wykonywana obróbka wewnętrzna czy też
zewnętrzna:
+1
: obróbka wewnętrzna
0
: obróbka zewnętrzna
Naddatek powierzchni
Q221: naddatek na
płaszczyźnie obróbki. Zakres wprowadzenia 0 do
99,9999
Wcięcie na obrót
Q441 (mm/obr): wymiar, o jakie
TNC wcina narzędziem przy jednym obrocie. Zakres
wprowadzenia 0,001 do 99,999
Posuw
Q449 (mm/min): posuw w odniesieniu do
punktu startu konturu Q491. Zakres wprowadzenia
0.1 do 99999.9. Posuw toru punktu środkowego
narzędzia zostaje dopasowany w zależności od
promienia narzędzia i rodzaju obróbki Q529. Z tego
wynika zaprogramowana prędkość skrawania w
średnicy punktu startu konturu.
Q529=1: posuw toru punktu środkowego narzędzia
zostaje zmniejszony przy obróbce wewnętrznej
Q529=0: posuw toru punktu środkowego narządzia
zostaje zwiększony przy obróbce wewnętrznej
Punkt startu konturu promień
Q491(wartość
absolutna): promień punktu startu konturu (np.
X-współrzędna, dla osi narzędzi Z). Zakres
wprowadzenia 0,9999 do 99999,9999
Bezpieczny odstęp z boku
Q357 (inkrementalnie):
boczny odstęp narzędzia od obrabianego
przedmiotu przy najeździe pierwszej głębokości
wcięcia Zakres wprowadzenia 0 do 99999,9
Bezpieczna wysokość
Q445 (absolutna): absolutna
wysokość, na której nie może dojść do kolizji
narzędzia z obrabianym przedmiotem; na tę
pozycję powraca narzędzie na końcu cyklu. Zakres
wprowadzenia -99999,9999 do 99999,9999
NC-wiersze
63 CYCL DEF 292 TOCZENIE
INTERPOLACYJNE OBRÓBKA NA
GOTOWO KONTURU
Q560=1
;WRZECIONO SPRZĘGAĆ
Q336=0
;KĄT WRZECIONA
Q546=3
;KIERUNEK OBROTU
NARZ
Q529=0
;RODZAJ OBRÓBKI
Q221=0
;NADDATEK
POWIERZCHNI
Q441=0.5
;WCIĘCIE NA OBRÓT
Q449=2000
;POSUW
Q491=0
;KONTUR PUNKT
STARTU ŚREDNICA
Q357=2
;BEZP.ODSTĘP Z BOKU
Q445=50
;BEZP.WYSOKOŚĆ