Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 427
KOŁO ZEBATE FREZOW. OBWIEDNIOWE (cykl 880, DIN/ISO: G880) 12.31
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
427
Parametry cyklu
Zakres obróbki
Q215: określić zakres obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka wykańczająca na gotowy wymiar
3
: tylko obróbka wykańczająca na naddatek
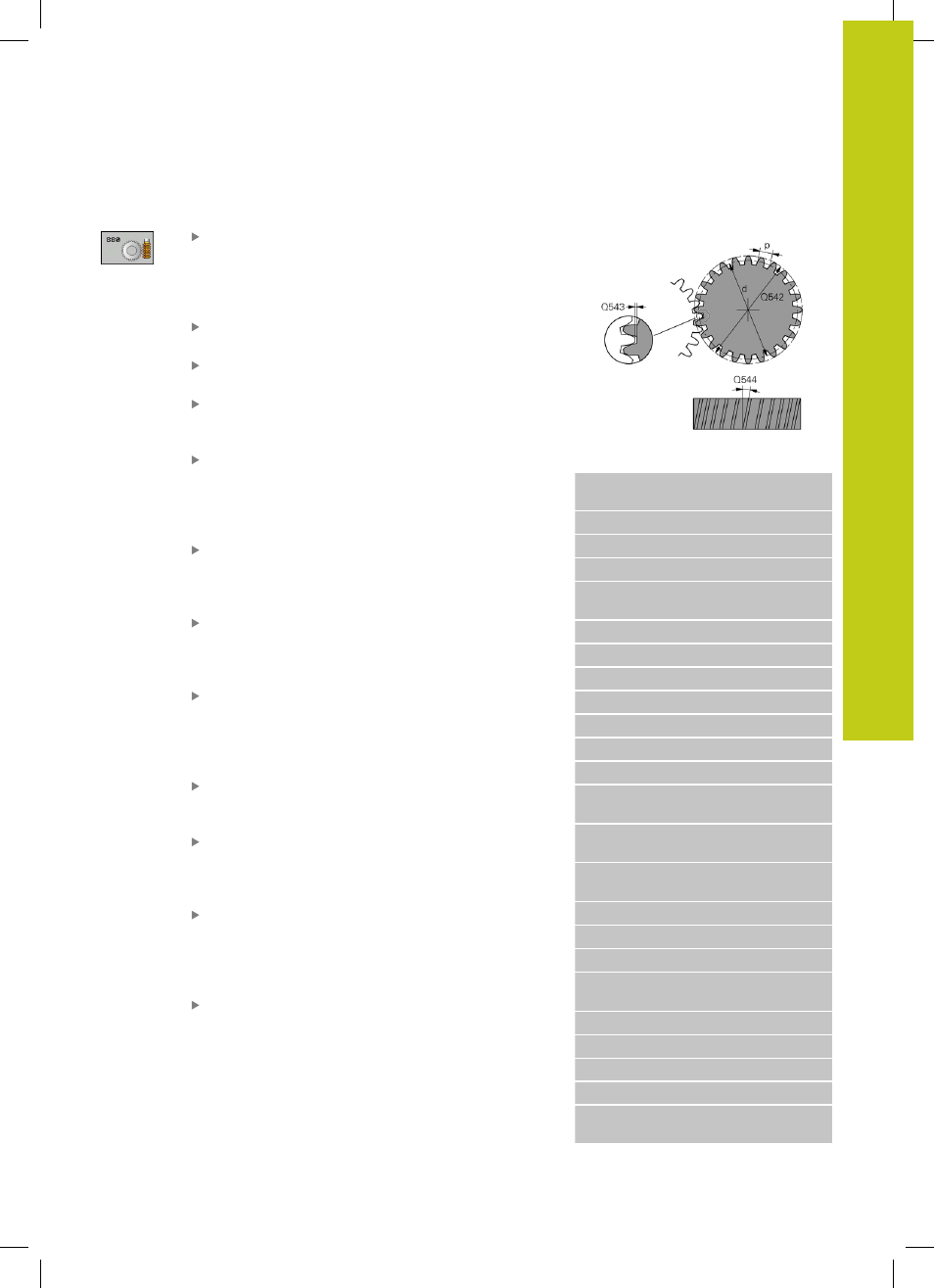
Moduł
Q540: opisać koło zębate: moduł koła
zębatego. Zakres wprowadzenia 0 do 99,9999
Liczba zębów
Q541: opisać koło zębate: liczba
zębów. Zakres wprowadzenia 0 do 99999
Średnica koła wierzchołkowego
Q542: opisać koło
zębate: średnica zewnętrzna gotowego przedmiotu.
Zakres wprowadzenia 0 do 99999,9999
Luz koła wierzchołkowego
Q543: opisać koło
zębate: odstęp pomiędzy kołem wierzchołkowym
wytwarzanego koła zębatego i kołem dna wrębów
przeciwnego koła. Zakres wprowadzenia 0 do
9,9999
Kąt skoku żłobka
Q544: opisać koło zębate: kąt pod
którym nachylone są zęby przy uzębieniu ukośnym
odnośnie kierunku osi. (Przy uzębieniu prostym kąt
ten wynosi 0°) Zakres wprowadzenia -45 do +45
Kąt wzniosu narzędzia
Q545: opisać narzędzie: kąt
zarysów bocznych freza obwiedniowego. Podać tę
wartość dziesiętnie. (Przykł. 0°47'=0,7833) zakres
wprowadzenia: -60,0000 do +60,0000
Narz. kierunek obrotu (3, 4)
Q546: opisać
narzędzie: kierunek obrotu wrzeciona freza
obwiedniowego:
3
: prawoskrętne narzędzie (M3)
4
: lewoskrętne narzędzie (M4)
Offset kąta
Q547: kąt, o który TNC obraca
obrabiany przedmiot przy starcie cyklu. Zakres
wprowadzenia: -180,0000 do +180.0000
Strona obróbki
Q550: określić, z której strony ma
być wykonywana obróbka.
0
: dodatnia strona obróbki
1
: ujemna strona obróbki
Preferowany kierunek
Q533: wybór alternatywnych
możliwości przystawienia.
0
: rozwiązanie z najkrótszą drogą
-1
: rozwiązanie w ujemnym kierunku
+1
: rozwiązanie w dodatnim kierunku
Przystawiona obróbka
Q530: pozycjonować osie
nachylne dla przystawionej obróbki:
1
: pozycjonować oś nachylną automatycznie i
powielić przy tym ruch wierzchołka narzędzia
(MOVE). Pozycja względna pomiędzy narzędziem i
przedmiotem nie zmienia się. TNC wykonuje osiami
linearnymi przemieszczenie kompensacyjne
2
: pozycjonować oś nachylną automatycznie, bez
powielania ruchu wierzchołka narzędzia (TURN)
NC-wiersze
63 CYCL DEF 880 KOŁO ZĘBATE
FR.OBWIEDN.
Q215=0
;ZAKRES OBRÓBKI
Q540=0
;MODUŁ
Q541=0
;LICZBA ZĘBOW
Q542=0
;ŚREDNICA KOŁA
WIERZCHOŁKOWEGO
Q543=0.167
;LUZ KOŁA WIERZCH.
Q544=0
;KĄT UKOŚNY
Q545=0
;KĄT WZNIOSU NARZ
Q546=3
;KIERUNEK OBR.NARZ
Q547=0
;OFFSET KĄTA
Q550=1
;STRONA OBRÓBKI
Q533=0
;KIERUNEK FORM.
Q530=2
;PRZYSTAWIONA
OBRÓBKA
Q253=750
;POSUW
POZYCJ.WSTEPNEGO
Q260=100
;BEZPIECZNA
WYSOKOŚĆ
Q553=10
;NARZĘDZIE L-OFFSET
Q551=0
;PUNKT STARTU W Z
Q552=-10
;PUNKT KOŃCOWY W Z
Q463=1
;MAX.
GŁEB.SKRAWANIA
Q460=2
;BEZPIECZNY ODSTĘP
Q488=0.3
;POSUW WCIĘCIA
Q478=0.3
;POSUW OBR.ZGRUBNA
Q483=0.4
;NADDATEK ŚREDNICA
Q505=0.2
;POSUW OBR.NA
GOTOWO