Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 375
TOCZENIE POPRZECZNE ROZSZERZONE RADIALNIE
(cykl 842, DIN/ISO: G842)
12.17
12
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
375
Parametry cyklu
Zakres obróbki
Q215: określić zakres obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka wykańczająca na gotowy wymiar
3
: tylko obróbka wykańczająca na naddatek
Bezpieczna wysokość
Q460: zarezerwowana, na
razie bez funkcji
Srednica start konturu
Q491: X-współrzędna
punktu startu konturu (średnica)
Start konturu-Z
Q492: Z-współrzędna punktu startu
konturu
Srednica koniec konturu
Q493: X-współrzędna
punktu końcowego konturu (średnica)
Koniec konturu Z
Q494: Z-współrzędna punktu
końcowego konturu
Kąt boku zarysu
Q495: kąt pomiędzy bokiem
zarysu w punkcie startu konturu i prostopadłą do osi
obrotu
Typ elementu początkowego
Q501: typ elementu
na początku konturu (powierzchnia obwodu)
określić:
0
: bez dodatkowego elementu
1
: element jest fazką
2
: element jest promieniem
Wielkość elementu początkowego
Q502: wielkość
elementu początkowego (ścięcie fazki)
Promień naroża konturu
Q500: promień naroża
wewnętrznego konturu. Jeśli nie zapisano
promienia, powstaje promień płytki skrawającej.
Kąt drugiego boku zarysu
Q496: kąt pomiędzy
bokiem zarysu w punkcie końcowym konturu i
prostopadłą do osi obrotu
Typ elementu końcowego
Q503: typ elementu na
końcu konturu określić:
0
: bez dodatkowego elementu
1
: element jest fazką
2
: element jest promieniem
Wielkość elementu końcowego
Q504: wielkość
elementu końcowego (ścięcie fazki)
Posuw obróbka zgrubna
Q478: prędkość posuwu
przy obróbce na gotowo. Jeśli zaprogramowano
M136 to TNC interpretuje posuw w milimetrach na
obrót, bez M136 w milimetrach na minutę.
Naddatek średnicy
Q483 (inkrementalnie):
naddatek średnicy na zdefiniowany kontur
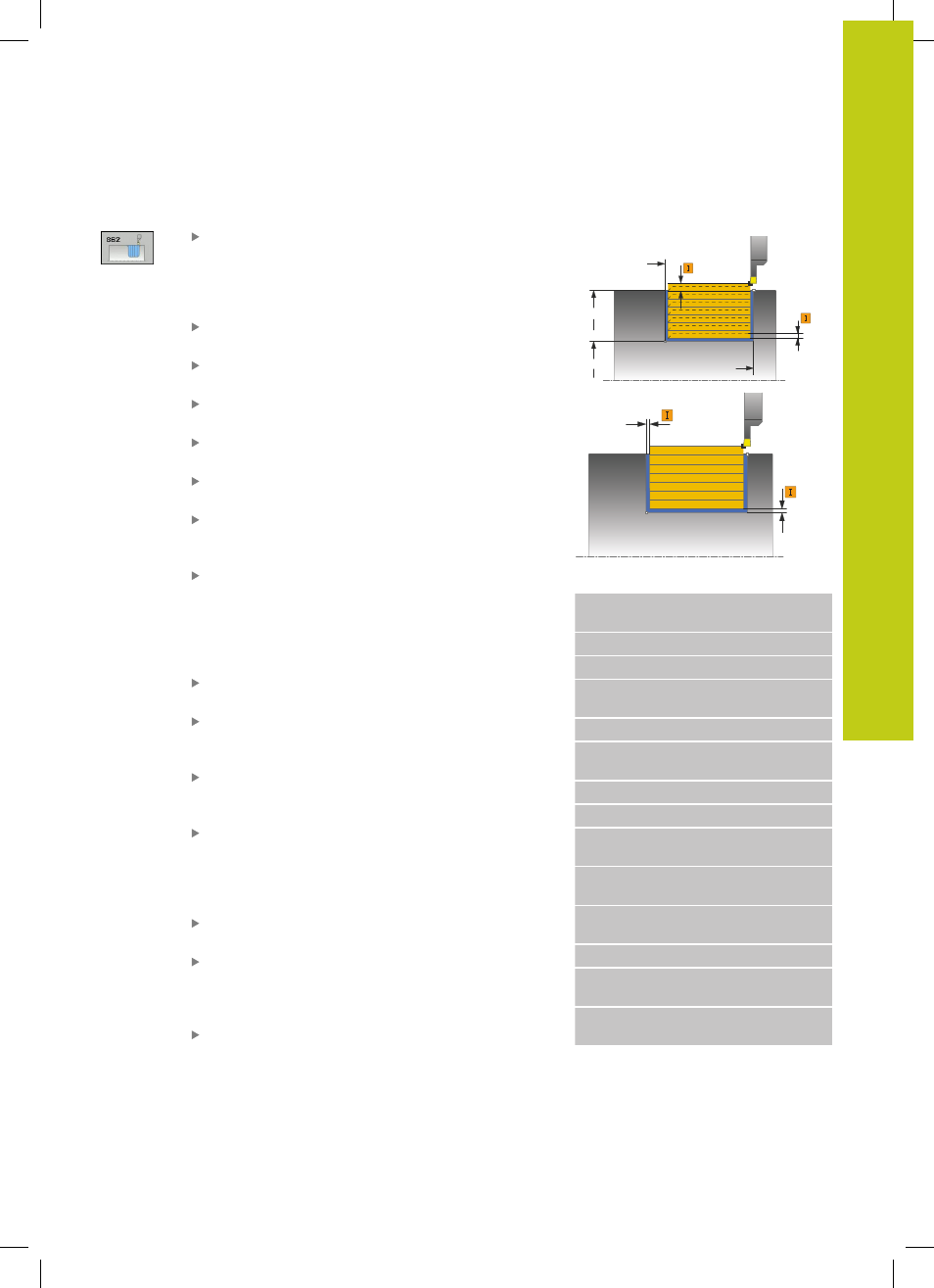
Q460
Ø Q493
Ø Q491
Q492
Q494
Q463
Ø Q483
Q484
NC-wiersze
11 CYCL DEF 842 TOCZENIE
POPRZ.RADIALNIE ROZSZ.
Q215=+0
;ZAKRES OBROBKI
Q460=+2
;BEZPIECZNY ODSTEP
Q491=+75
;START KONTURU
SREDNICA
Q492=-20
;START KONTURU Z
Q493=+50
;KONIEC KONTURU
SREDNICA
Q494=-50
;KONIEC KONTURU Z
Q495=+5
;KAT BOKU ZARYSU
Q501=+1
;TYP ELEMENTU
POCZATKOWEGO
Q502=+0.5
;WIELKOSC ELEMENTU
POCZATKOWEGO
Q500=+1.5
;PROMIEN NAROZE
KONTURU
Q496=+5
;KAT DRUGIEGO BOKU
Q503=+1
;TYP ELEMENTU
KONCOWEGO
Q504=+0.5
;WIELKOSC ELEMENTU
KONCOWEGO