HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 170
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie
rowków
5.8
FREZOWANIE PLANOWE (cykl 233, DIN/ISO: G233)
5
170
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
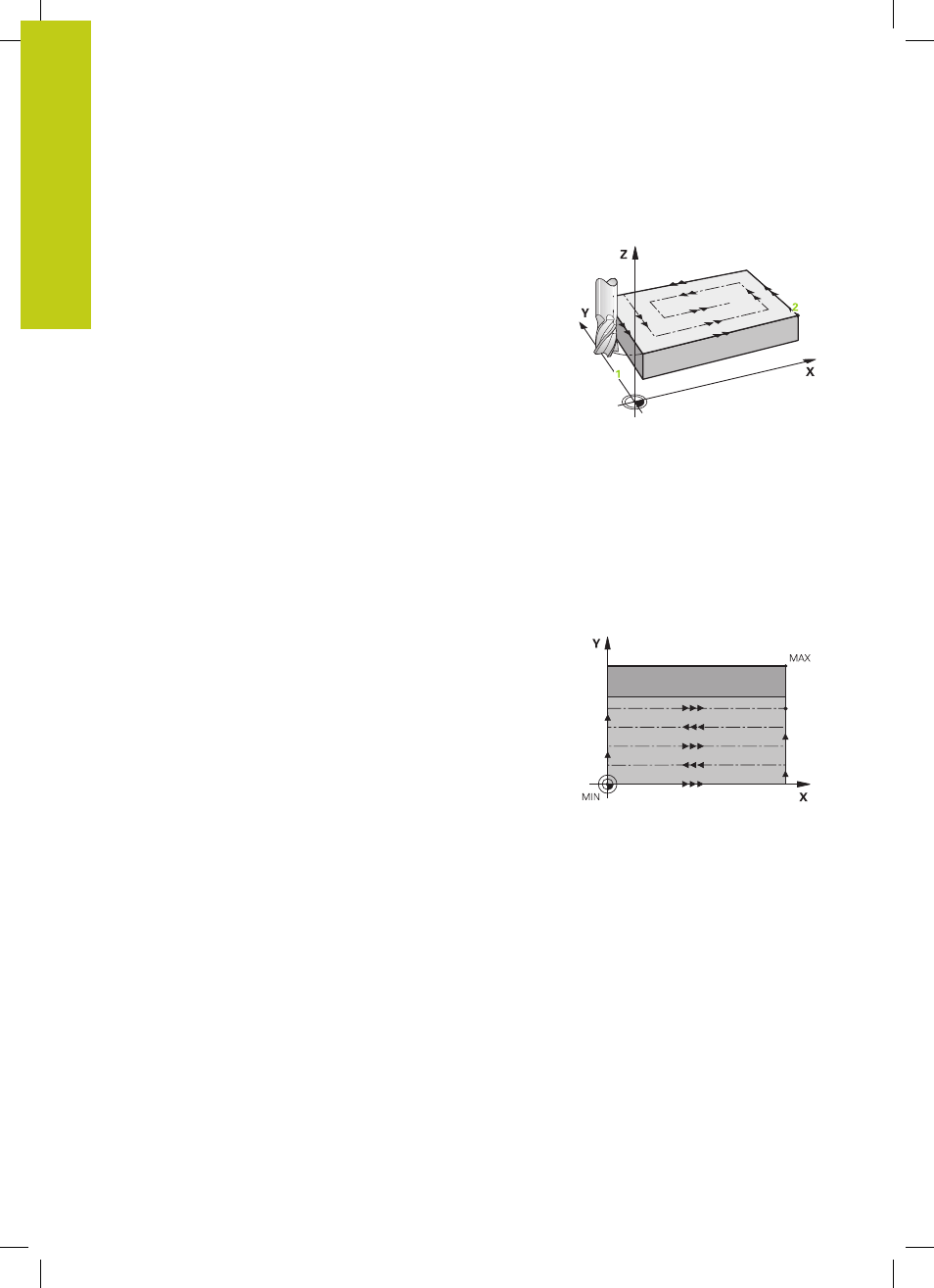
Strategia Q389=4
4 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania
ruchem tangencjalnym do punktu
początkowego toru frezowania.
5 TNC obrabia powierzchnię planową z posuwem frezowania z
zewnątrz do wewnątrz z zawsze krótszymi torami frezowania.
Poprzez stałe boczne wcięcie narzędzie jest stale w ruchu
wcinania.
6 Operacja ta powtarza się, aż wprowadzona powierzchnia
zostanie w pełni obrobiona. Na końcu ostatniego toru TNC
pozycjonuje narzędzie na biegu szybkim FMAX z powrotem do
punktu startu
1
7 Jeśli koniecznych jest kilka wcięć, to TNC przemieszcza
narzędzie z posuwem pozycjonowania na osi wrzeciona na
następną głębokość wcięcia
8 Operacja powtarza się, aż wszystkie wcięcia zostaną wykonane.
Przy ostatnim wcięciu zostaje wyfrezowany tylko zapisany
naddatek na obróbkę wykańczającą z posuwem obróbki na
gotowo
9 Na koniec TNC przemieszcza narzędzie z FMAX z powrotem na
2. bezpieczną odległość
Limit
Przy pomocy limitów można dokonać ograniczenia w obróbce
powierzchni planowej, aby na przykład uwzględnić ścianki boczne
lub stopnie przy obróbce. Zdefiniowana przy pomocy limitowania
ścianka boczna zostaje obrabiana na wymiar, wynikający z
punktu startu i długości bocznych powierzchni planowej. Przy
obróbce zgrubnej TNC uwzględnia naddatek z boku - przy obróbce
wykańczającej naddatek dla pozycjonowania wstępnego narzędzia.