Przebieg cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Instrukcja Obsługi
Strona 459
OBROT BAZOWY poprzez oś obrotu kompensować (cykl 403, DIN/
ISO: G403)
14.5
14
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
459
14.5
OBROT BAZOWY poprzez oś obrotu
kompensować (cykl 403, DIN/
ISO: G403)
Przebieg cyklu
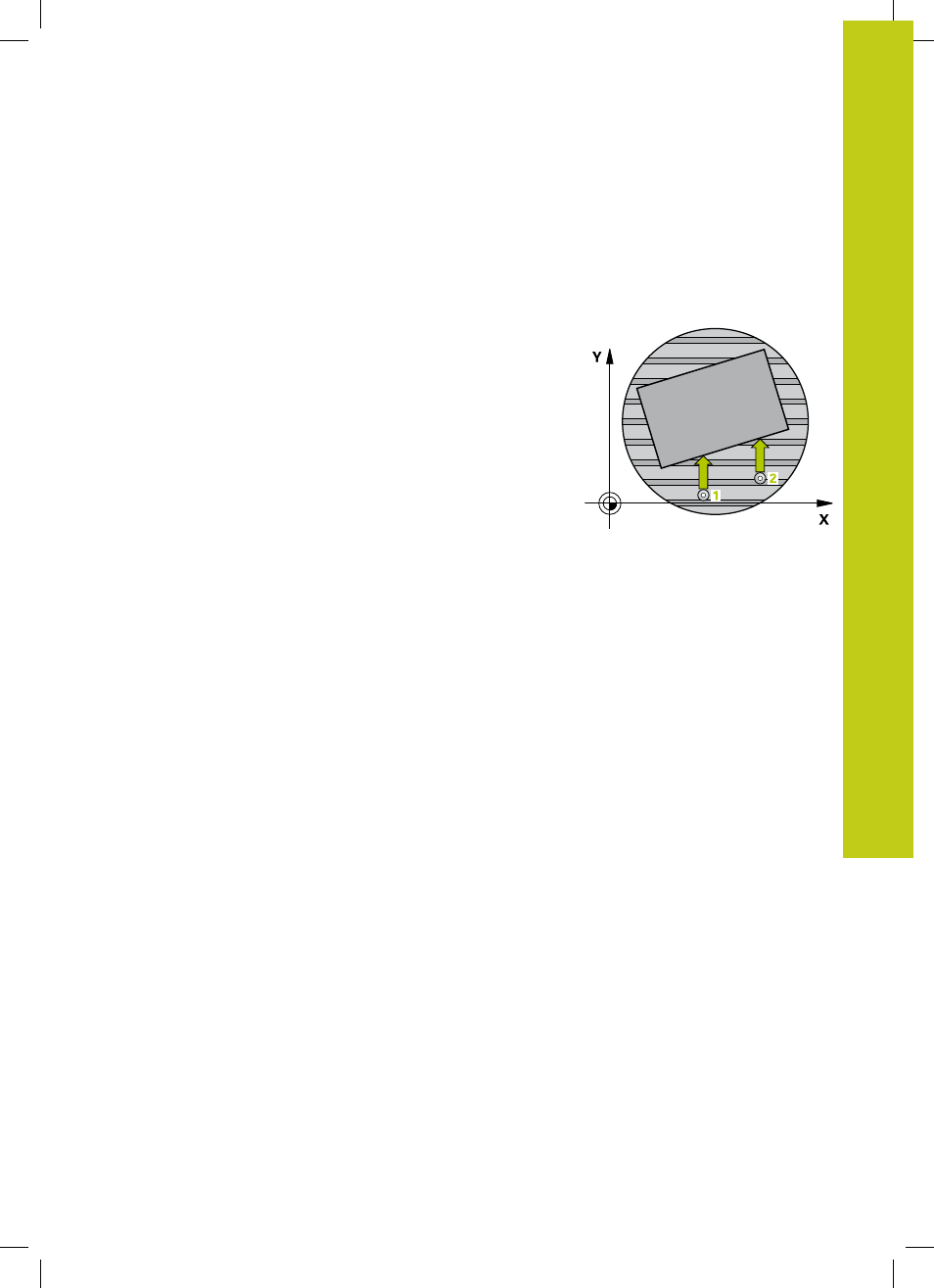
Cykl sondy pomiarowej 403 ustala poprzez pomiar dwóch punktów,
które muszą leżeć na prostej, położenie ukośne obrabianego
przedmiotu. Ustalone ukośne położenie obrabianego przedmiotu
TNC kompensuje poprzez obrót osi A, B lub C. Obrabiany
przedmiot może przy tym być dowolnie zamocowany na stole
obrotowym.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", strona 444) do
zaprogramowanego punktu próbkowania
1
. TNC przesuwa
przy tym układ pomiarowy o bezpieczny odstęp w kierunku
przeciwnym do określonego kierunku przemieszczenia
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację
próbkowania z posuwem próbkowania (kolumna F)
3 Następnie sonda pomiarowa przemieszcza się do następnego
punktu próbkowania
2
i wykonuje drugą operację próbkowania
4 TNC pozycjonuje sondę pomiarową z powrotem na bezpieczną
wysokość i obraca zdefiniowaną w cyklu oś obrotu o ustaloną
wartość. Opcjonalnie można określić, czy TNC ma ustawić
ustalony kąt obrotu w tabeli preset lub w tabeli punktów
zerowych na 0.